Ручная дуговая сварка
Дуга при сварке переменным током нестабильна, так как в течение одного полупериода дважды происходит падение напряжения Uv Для стабилизации дуги в покрытие электродов для сварки переменным током добавляют стабилизаторы дуги. Электроды для сварки постоянным током этого компонента нс имеют, поэтому они неприменимы для сварки переменным током. Торец этих электродов окрашивают красным цветом… Читать ещё >
Ручная дуговая сварка (реферат, курсовая, диплом, контрольная)
Ручная дуговая сварка (РДГ) выполняется электродами, которые состоят из двух элементов: стержня 2 и покрытия 1 (рис. 5.6).
Схема процесса РДГ показана на рис. 5.6. Дуга 11 горит между стержнем 2 электрода и металлом заготовок 3. Температура дуги — 6000—7000°С. Па рис. 5.6 показано прямое включение, т. е. направление движения электронов 10 совпадает с направлением стекания капель металла 4. В зоне сварки температура катода (электрода) составляет 2400 °C, температура анода (заготовки) — 2600 °C. Вместе со стержнем плавится и покрытие 1 электрода, образуя защитную газовую атмосферу 9 вокруг дуги и жидкую шлаковую ванну 8 на поверхности ванны жидкого металла 5. Шлаковая ванна 8 и ванна жидкого металла 5 образуют сварочную ванну. По мере продвижения дуги сварочная ванна затвердевает, образуя сварной шов б и твердую шлаковую корку 7.
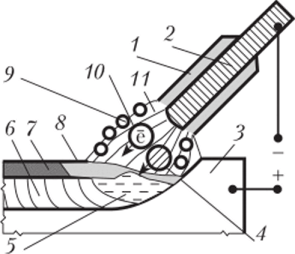
Рис. 5.6. Схема ручной дуговой сварки:
- 1 — покрытие электрода; 2 — стержень электрода; 3 — заготовки; 4 — капли металла; 5 — ванна жидкого металла; 6 — сварной шов; 7 — шлаковая корка;
- 8 — жидкая шлаковая ванна; 9 — защитная газовая атмосфера;
- 10 — электрон; 11 — дуга
Дуга при сварке переменным током нестабильна, так как в течение одного полупериода дважды происходит падение напряжения Uv Для стабилизации дуги в покрытие электродов для сварки переменным током добавляют стабилизаторы дуги. Электроды для сварки постоянным током этого компонента нс имеют, поэтому они неприменимы для сварки переменным током. Торец этих электродов окрашивают красным цветом. Стержень электрода, выполняемый из качественной стали (содержание S и Р — менее 0,3%), имеет жесткий допуск по диаметру. Сварочную проволоку маркируют так же, как и обычные стали, но после слова Сталь ставят обозначение св — «сварочная».
При сравнительно высоком потенциале ионизации железа (7,8 эВ) для стабильного горения дуги необходимо относительно высокое напряжение. Для стабилизации горения дуги в покрытие электрода добавляют ионизирующие вещества, обладающие низким потенциалом ионизации (щелочноземельные металлы и их соединения).
В ванне жидкого металла 5 протекают металлургические процессы. Для восстановления оксидов железа в покрытие электрода добавляют раскислители. Для создания защитной, восстановительной атмосферы в покрытие добавляют газообразующие компоненты — органические вещества (крахмал, древесная мука и др.). Для компенсации выгорания легирующих добавок в сварочной ванне в покрытие и в стержень электрода добавляют соответствующие легирующие компоненты.
Для защиты поверхности жидкого металла и горячего сварного шва от окисления необходимо, чтобы жидкий шлак всплыл над жидким металлом шва и застыл при более высокой температуре, чем металл шва. Поэтому в покрытие электрода добавляют шлакообразователи.
Основные параметры сварки:
- • диаметр сварочной проволоки — 0,2—6,0 мм;
- • сила тока сварки /с = (24-=-1000) А;
- • напряжение устойчивого горения дуги Uл = (12-^50) В;
- • толщина свариваемого металла (низкоуглеродистой стали) — до 15 мм.
Ручная дуговая сварка — один из основных и самых распространенных методов сварки. Метод применяется во всех отраслях машиностроения при изготовлении различных стальных конструкций.