Остаточные напряжения в трубах
Рис. 39. Зависимость максимальных остаточных напряжений на наружной поверхности труб от обжатия по диаметру при однократном — а и многократном — б безоправочном волочении Маршруты изготовления опытных партий труб короткооправочным волочением были построены авторами в работе с учетом возможности изменения обжатий по толщине стенки в пределах 8…32% при постоянном обжатии по диаметру, а также… Читать ещё >
Остаточные напряжения в трубах (реферат, курсовая, диплом, контрольная)
Также как и при волочении проволоки, остаточные напряжения в холоднодеформированных трубах возникают вследствие неоднородности деформаций и температуры в стенке трубы. Кроме обжатий и коэффициента трения на величину и распределение продольных и тангенциальных остаточных напряжений существенно влияет способ волочения из-за различия контактных условий трения.
Используя метод Н. Н. Давиденкова, авторы в работе [49] определяли остаточные тангенциальные и продольные напряжения при волочении труб без оправки, на короткой оправке и при многопроходном волочении без промежуточных отжигов.
Трубы размером 45×3 мм из стали 10 протягивали без оправки с коэффициентами вытяжки в пределах 1,07…1,86 и на короткой оправке — с вытяжками 1,10… 1,80 на цепном стане со скоростью 18 м/мин с использованием волок с углом рабочего конуса 24 °. При послойном стравливании слоев с колец и полочек снимались слои 0,25…0,30 мм. Характер распределения тангенциальных и продольных напряжений для всех труб в основном одинаков и отличается только максимальными значениями напряжений. При безоправочном волочении на наружной поверхности во всех случаях наблюдались растягивающие напряжения, как продольные, так и тангенциальные. Распределения напряжений по стенке трубы близки к линейным.
На рис. 38 приведена зависимость максимальных тангенциальных и продольных остаточных напряжений на наружной поверхности от степени деформации при волочении без оправки. Каждая степень деформации достигалась волочением в один проход. Вначале с увеличением степени деформации напряжения растут, затем понижаются. Максимум для тангенциальных напряжений находится при 32%, для продольных напряжений — при 15% деформации по диаметру.
При многократном безоправочном волочении нет четкой зависимости напряжений от деформаций. Можно отметить только, что повышение остаточных напряжений от суммарных деформаций происходит плавно и те же самые значения напряжений достигаются при более высоких степенях деформаций.
После волочения на короткой оправке все остаточные напряжения меньше, чем при безоправочном волочении. С увеличением степени деформации по стенке при одной и той же деформации по диаметру остаточные напряжения уменьшаются и даже меняют знак. Растягивающие напряжения на наружной поверхности труб переходят в сжимающие при (Д5/5'0)-ЮО% > 30%, где AS — абсолютное обжатие стенки, S0 — исходная толщина стенки трубы. Зависимость остаточных напряжений от степени редуцирования более сложная. В основном с увеличением обжатия по диаметру растут растягивающие остаточные напряжения и снижаются сжимающие.
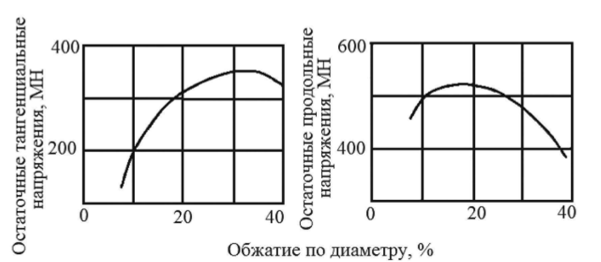
Рис. 38. Изменение тангенциальных и продольных напряжений на наружной поверхности труб после однократного волочения без оправки в зависимости от степени деформации.
Достаточно обстоятельно вопросы влияния технологических параметров волочения на величину и распределение остаточных напряжений в стенке трубы рассмотрены в работе [5J. Установлено, что в случаях как однократного, так и многократного безоправочного волочения труб на их наружной поверхности всегда возникают растягивающие продольные и тангенциальные остаточные напряжения, а на внутренней — сжимающие. Поэтому качество труб, например, их коррозионную стойкость, можно характеризовать максимальными напряжениями на наружной поверхности. Зависимость этих напряжений от степени деформации показана на рис. 39 [5].
При однократном волочении без оправки тангенциальные напряжения максимальны при обжатии 30%, а продольные — при 15%. Увеличение продольных напряжений в случае многократного волочения по сравнению с продольными напряжениями после однократного волочения при обжатии более 25% свидетельствует об увеличении кривизны труб. Схема многократного безоправочного волочения широко применяется в сочетании с ужесточенными маршрутами производства холоднодеформированных стальных труб. С увеличением сопротивления деформации металла увеличиваются и остаточные напряжения при сохранении характера их распределения по толщине стенки.
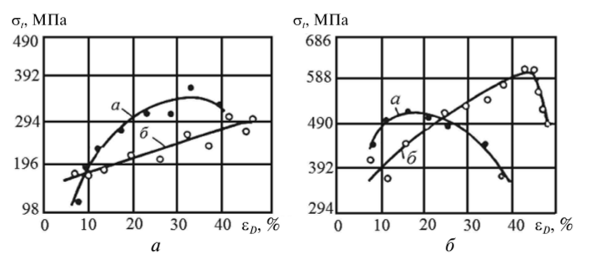
Рис. 39. Зависимость максимальных остаточных напряжений на наружной поверхности труб от обжатия по диаметру при однократном — а и многократном — б безоправочном волочении Маршруты изготовления опытных партий труб короткооправочным волочением были построены авторами в работе [5] с учетом возможности изменения обжатий по толщине стенки в пределах 8…32% при постоянном обжатии по диаметру, а также изменения обжатия по диаметру в пределах 6,5…20% при постоянных обжатиях по стенке. Трубы были протянуты со скоростью 0,47 м/с через волоки с углом 24 °. После проведения опытного волочения установлена однородность распределения остаточных напряжений подлине труб. Трубы были изготовлены из сталей 20 и 30ХГСА. Использовались хромированные цилиндрические оправки из инструментальной стали. Перед волочением трубы подвергались фосфатированию и омыливанию.
На рис. 40 показано распределение остаточных окружных напряжений по толщине стенки. Отмечено, что характер распределения продольных остаточных напряжений подобен тангенциальным. По величине продольные напряжения при оправочном волочении выше, чем окружные.
Важным результатом этих опытов является установление возможности изменения знака остаточных напряжений на наружной поверхности труб. В частности, при обжатиях на стенке es > 20% и по диаметру.
г0> 15% возможно получить трубы со сжимающими как тангенциальными, так и продольными напряжениями на обеих поверхностях. Показано также, что увеличение угла конусности волоки при волочении труб на короткой оправке и без оправки приводит к повышению остаточных напряжений. Форма применяемых оправок оказывает влияние не только на величину, но и на характер распределения остаточных напряжений. Применение эллиптических оправок вместо цилиндрических для короткооправочного волочения труб приводит к возникновению на их поверхности сжимающих остаточных тангенциальных напряжений.
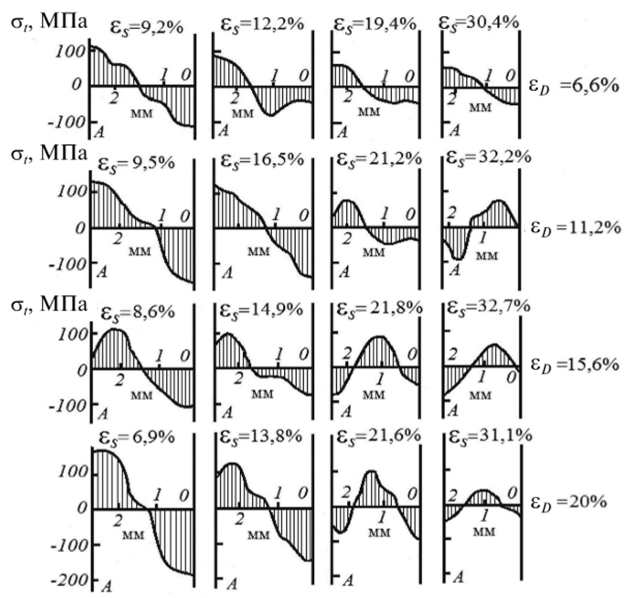
Рис. 40. Распределение остаточных тангенциальных напряжений а, по толщине стенки труб после волочения на короткой оправке (А — наружная поверхность).
При волочении труб на длинной подвижной оправке остаточные напряжения распределяются по сечению стенки как при безоправочном волочении. При этом продольные напряжения существенно превышают тангенциальные. Следует учитывать, что высокие тангенциальные растягивающие напряжения на поверхности трубы вызывают сильное схватывание трубы и оправки с увеличением усилия, необходимого для извлечения оправки. Это связано с тем, что внешние слои трубы стремятся уменьшить свой параметр и плотно охватывают оправку, а из-за препятствия внутренних слоев и возникают высокие растягивающие напряжения. Чем выше уровень растягивающих тангенциальных остаточных напряжений, тем, очевидно, больше будет усилие извлечения оправки различными технологическими приемами.
Применение сдвоенных волок и изменение углов конусности волок дает возможность уменьшить растягивающие остаточные напряжения и, следовательно, значительно снизить усилие извлечения оправок [98].