Ручная дуговая сварка стали
В перегретой сварочной ванне протекает ряд металлургических процессов: испарение или окисление (выгорание) некоторых легирующих элементов, например углерода, марганца, кремния, хрома и др., и насыщение расплавленного металла кислородом, азотом и водородом из окружающего воздуха. В результате возможно изменение состава сварного шва по сравнению с электродным и основным металлом, а также понижение… Читать ещё >
Ручная дуговая сварка стали (реферат, курсовая, диплом, контрольная)
В качестве источника энергии при дуговой сварке плавлением, к которой относится ручная дуговая сварка, выступает электрическая дуга [1, 2, 4, 18].
Электрическая дуга — это мощный стабильный электрический разряд в ионизированной атмосфере газов и паров металла.
С целью возбуждения дуги в начале сварки проводится короткое замыкание стальным электродом на свариваемое изделие. Во время короткого замыкания сварочный ток достигает максимальных значений и металл в месте контакта расплавляется. При последующем размыкании контакта с поверхности наиболее нагретых участков электрода (катодных пятен) испускаются электроны (явление термоэлектронной эмиссии). Под действием электромагнитного поля электроны начинают двигаться к положительно заряженному изделию (рассматривается прямая полярность, когда изделие заряжено положительно, а электрод — отрицательно). Весь ток и на электроде, и на заготовке проходит через активные пятна (наиболее нагретые участки). При соударении движущихся электронов и нейтральных атомов газа происходит ионизация и образуются дополнительные заряды, которые также начинают двигаться в электромагнитном поле. Температура внутри дуги может достигать 6000 °C и более (до 15 000°С). Если дугу обжать при помощи сопла или электромагнитного поля, то температура дуги может быть повышена максимально до 25 000°С (верхний предел). Теплота дуги нагревает заготовку. Кроме того, в момент бомбардировки электронами поверхности заготовки кинетическая энергия электронов переходит в тепловую, и металл заготовки плавится.
Статическая вольтамперная характеристика дуги — это зависимость напряжения U, необходимого для горения дуги, от силы сварочного тока I, взятая при постоянной длине дуги (рис. 4.1). Она имеет три характерных участка. На участке 1 напряжение падает по мере возрастания тока вследствие резкого увеличения числа заряженных частиц (падает сопротивление столба дуги). На участке 2 напряжение мало зависит от тока, так как число зарядов возрастает по мере увеличения тока незначительно. На участке 3 число зарядов постоянно, сопротивление столба дуги также постоянно. По закону Ома U = I? R, поэтому чем больше ток, тем больше напряжение. Рабочая точка (режим горения дуги) находится на жестком участке постоянного напряжения (среднем).
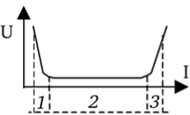
Рис. 4.7. Статическая вольтамперная характеристика.

Рис. 4.2. Падение напряжения в дуге
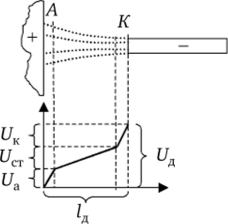
Рис. 4.3. Внешняя характеристика источника сварочного тока и ее соотношение со статической вольтамперной характеристикой дуги
Основные параметры дуги: 1Д — длина столба дуги (должна быть как можно меньше, чтобы было меньше электросопротивление дуги, обычно /д < 20 мм); UR — падение напряжения на дуге. Падение напряжения происходит в прикатодной области, в прианодной области и в столбе дуги:

где UCT = Р?д) где (3 — коэффициент, характеризующий падение напряжения на 1 мм дуги (рис. 4.2). Рабочие значения для ручной дуговой сварки обычно лежат в пределах Нд = 184−35 В; I — ток дуги (сварочный ток). Сварочный ток назначается по эмпирической зависимости I — = к d3л, где к — коэффициент пропорциональности (при сварке стали к = = 45ч-60); d3JI — диаметр электрода, мм. В свою очередь, диаметр электрода выбирается в зависимости от толщины свариваемого металла: с1эл= = 8/2 + 1, где 8 — толщина свариваемого листа.
Источники тока для питания сварочной дуги должны иметь специальную внешнюю характеристику.
Внешняя характеристика источника питания дуги — это зависимость напряжения, вырабатываемого источником сварочного тока, от силы сварочного тока (рис. 4.3).
Для ручной дуговой сварки стали необходим источник питания дуги, имеющий падающую внешнюю характеристику (см. рис. 4.2): Uxx — напряжение холостого хода (дуга не горит). Обычно (7ХХ= 504−90 В; 1 — точка возбуждения дуги (момент зажигания); 2 — режим длительного устойчивого горения дуги (рабочий); Iю — ток короткого замыкания.
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные выпрямители и генераторы). Источники переменного тока более распространены, так как обладают рядом преимуществ: проще в эксплуатации, долговечнее, выше КПД.
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки покрытым электродом (рис. 4.4) дуга 8 горит между стержнем электрода 7 и основным металлом 1. Стержень электрода плавится и расплавленный металл каплями стекает в металлическую ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя газовую защитную атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов 3. Жидкий шлак после остывания образует твердую корку 2.
В перегретой сварочной ванне протекает ряд металлургических процессов: испарение или окисление (выгорание) некоторых легирующих элементов, например углерода, марганца, кремния, хрома и др., и насыщение расплавленного металла кислородом, азотом и водородом из окружающего воздуха. В результате возможно изменение состава сварного шва по сравнению с электродным и основным металлом, а также понижение его механических свойств, особенно вследствие насыщения шва кислородом. Для обеспечения заданных состава и свойств шва в покрытие вводят легирующие элементы и элементыраскислители.
Область применения ручной дуговой сварки: соединение заготовок короткими и прерывистыми швами сложной конфигурации, когда трудно автоматизировать процесс. Ручной дуговой сваркой можно сваривать сталь, чугун, медь и медные сплавы, причем в любом пространственном положении (в том числе на стене, на потолке).
Ручной дуговой сваркой можно соединять заготовки следующим образом:
1) соединение встык без разделки кромок (рис. 4.5, а): для заготовок толщиной S < 3 мм;
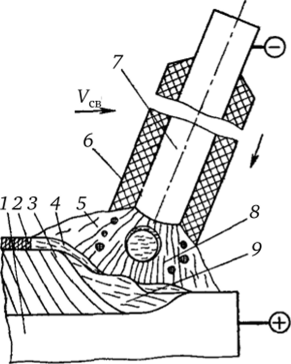
Рис. 4.4. Схема процесса сварки металлическим покрытым электродом
- 2) соединение встык с V-образной разделкой кромок (рис. 4.5, б): для заготовок толщиной S = 3 + 21 мм.
- 3) соединение встык с Х-образной разделкой кромок (рис. 4.5, в): для заготовок толщиной S = 21+30 мм. Сварка такого соединения требует доступа к нему с двух сторон;
- 4) соединение угловое без разделки кромок (рис. 4.5, г): для заготовок толщиной S < 8 мм;
- 5) соединение угловое с V-образной разделкой одной из кромок (рис. 4.5, д): для заготовок толщиной S = 8+26 мм;
- 6) соединение угловое с V-образной разделкой обоих кромок (рис. 4.5, е): для заготовок толщиной S > 26 мм;
- 7) соединение тавровое без разделки кромок (рис. 4.5, ж): для заготовок толщиной S < 6 мм;

Рис. 4.5. Типы соединений заготовок ручной дуговой сваркой
- 8) соединение тавровое с двухсторонней разделкой кромки (рис. 4.5,
- з): для заготовок толщиной S > 6 мм;
- 9) соединение нахлесточное без разделки кромок (рис. 4.5, и): для заготовок толщиной S — 2 + 6 мм.
Электроды для ручной дуговой сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества.
Химический состав стержней электродов характеризуется маркой сварочной проволоки.
Пример маркировки сварочной проволоки: Св08, Св08А, СвЮ, СвЮА.
Здесь двухзначная цифра означает содержание углерода в сотых долях процента. Буква «А» означает пониженное содержание вредных примесей S и Р в стали. В марках сварочной проволоки указывается содержание легирующих элементов, например для сварки низколегированных сталей: СвЮГС, Св08Г2С. Для сварки высоколегированных сталей: Св06Х19Н10МЗТ, Св07Х25Н13.
- 3) шлакообразующие компоненты (защита шва образованием шлаковой корки, так как газообразующие компоненты защищают металл только в области дуги — полевой шпат, кремнезем Si02);
- 4) раскислители (для удаления кислорода из металла сварочной ванны. Несмотря на все меры защиты, кислород все же попадает в жидкую ванну, и при ее остывании образуются трещины. Вещества, у которых сродство к кислороду больше, чем у железа: ферросплавы ферромарганец, ферросилиций, алюминий и др.);
- 5) легирующие компоненты (для легирования металла шва);
- 6) связующие вещества (для предотвращения осыпания покрытия — жидкое стекло и др.).
Недостатки ручной сварки: низкая производительность; качество швов сильно зависит от квалификации сварщика; значительные потери металла (до 25%) за счет разбрызгивания и окисления.