Температура разогрева листовой заготовки
Этот метод оправдывает себя при нагреве термопласта в нагревателях камерного типа, а также при контактном и высокочастотном нагреве. Менее точные результаты получаются при работе с инфракрасными нагревателями открытого типа. Это связано с тем, что метод определения температуры заготовки по времени нагрева дает хорошие результаты лишь при точном соблюдении следующих условий. Во-первых, от цикла… Читать ещё >
Температура разогрева листовой заготовки (реферат, курсовая, диплом, контрольная)
После того как материал для формования подобран, необходимо определить технологические параметры процесса. При термоформовании листовых термопластов — это температура разогрева листовой заготовки, температура оформляющего инструмента, рабочий перепад давления и скорость вытяжки материала. При использовании электрического обогрева заготовок продолжительность и качество нагрева зависят от конструкции, температуры излучающей поверхности, тепловой инерции нагревателя, расстояния между листом и нагревателем, коэффициентов поглощения лучистой энергии, поверхностей нагревателей и нагреваемого материала, а также от теплофизических свойств последнего.
Как уже говорилось, чаще всего в формовочном оборудовании применяются нагреватели инфракрасного излучения, камерного типа и контактные. Инфракрасные нагреватели представляют собой легкий металлический каркас с укрепленными на нем нагревательными элементами. С боков и со стороны, противоположной нагреваемому термопласту, металлический каркас обшит тонкой листовой сталью. Часто между каркасом и обшивкой устанавливают теплоизоляцию. При использовании инфракрасных нагревателей надо учитывать, что непигментированные листы характеризуются наименьшим поглощением инфракрасных лучей, а черные — наибольшим.
Известно, что по мере повышения температуры нагревателя большая часть энергии будет приходиться на долю высокочастотных излучений, которые хуже поглощаются листом. Это означает, что подводимая к нагревателям электроэнергия менее эффективно используется при работе на высоких температурах. Однако общая величина выделяемой энергии пропорциональна четвертой степени абсолютной температуры. При повышении температуры количество выделенной энергии во всех диапазонах значительно увеличивается. Таким образом, выигрыш в скорости нагрева листа оправдывает вынужденное снижение КПД нагревателя. Наиболее выгодна работа при высоких (свыше 750 °С) температурах нагревателя с тонколистовыми термопластами. Этот же режим подходит и для толстых листов полиэтилена.

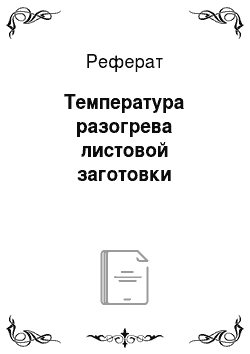
Рис. 2.160. Диаграммы состояния некоторых термопластов при различных температурах: I — твердое состояние; II — хрупкость; III — эластичность; IV — высокоэластическое состояние; V — вязкотекучее состояние.
Все остальные толстолистовые материалы рекомендуется нагревать при меньших температурах нагревателей во избежание поверхностной термодеструкции.
Для жестких (полистирол, поликарбонат, полипропилен) и толстолистовых термопластов (толщиной 3 мм и более) рекомендуется двухсторонний обогрев.
Интервал температур нагрева заготовок при термоформовании может быть предварительно оценен по диаграммам состояния термопластов при различных температурах.
Приведенная на рис. 2.160 диаграмма для наиболее распространенных типов термопластичных материалов дает представление о том, насколько отличаются у различных полимеров температуры перехода из одного состояния в другое и температурные интервалы, характеризующие то или иное состояние.
У всех термопластов прочность и деформация при растяжении с одной и той же нагрузкой зависят от температуры. Однако эта зависимость для аморфных и частично кристаллических полимеров не одинакова (рис. 2.161).
Для формования листовых термопластов наибольший интерес представляет область высокоэластического состояния у аморфных материалов и область разрушения кристаллов у частично кристаллических.
Прочность при растяжении в указанных областях значительно меньше, чем в твердом состоянии, а деформация растяжения проходит через максимум и во много раз превышает деформацию того же материала в твердом состоянии. Благодаря этому в температурном диапазоне, обеспечивающем высокоэластичсские свойства термопласта, имеется такой интервал температур, в котором прочность при растяжении настолько мала, а деформация растяжения настолько велика, что становится возможным достичь большой глубины вытяжки при относительно небольшом усилии формования.
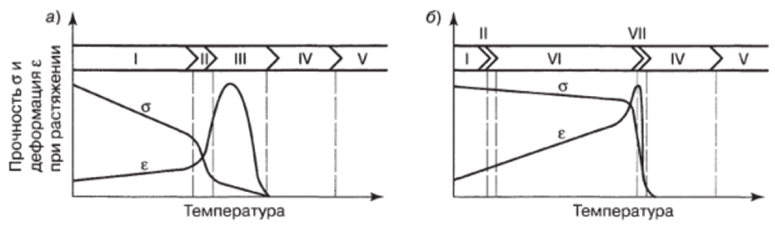
Рис. 2.161. Зависимость прочности и деформации при растяжении от температуры для аморфных (а) и частично кристаллических (б) термопластов: I — твердое хрупкое состояние; II — затвердение; III — высокоэластическое состояние; IV — вязкое течение; V — термическое разложение; VI — твердое эластичное состояние; VII — разрушение кристаллов.
Физически высокоэластические свойства термопластов объясняются наличием микроброуновского движения макромолекул полимера, а именно, вращением сегментов макромолекул вокруг их главных валентных осей. При этом силы межмолекулярного взаимодействия благодаря тепловым колебаниям значительно ослаблены.
Итак, температура разогрева листовой заготовки должна при термоформовании соответствовать высокоэластическому состоянию перерабатываемого материала. Правильный выбор этой температуры внутри области, соответствующей высокоэластическому состоянию на термомеханической кривой данного материала, позволяет в определенных пределах регулировать механические свойства и разнотолщинность формуемого изделия. В табл. 2.22 приведены температуры формования некоторых материалов.
Материал. | Нижний предел температуры формования, °С. | Температура ориентации, °С. | Рекомендуемая температура формования, °С. | Верхний предел температуры формования, °С. |
Аморфные полимеры. | ||||
ПС. | ||||
ПММА. | ||||
IIMMA/IIBX. | ||||
АБС-пластик. | ||||
ПК. | ||||
ПВХ. | ||||
ПФО. | ||||
ПСФ. | ||||
ПАИ. | ||||
Частично кристаллические полимеры. | ||||
ПЭВП. | ||||
ЭВА. | ||||
ПЭНП. | ||||
Материал. | Нижний предел температуры формования, °С. | Температура ориентации, °С. | Рекомендуемая температура формования, °С. | Верхний предел температуры формования, ЛС. |
АЦ | ||||
БЦ | ||||
ПП. | 154−163. | |||
ПВИХ. | ||||
Акрилнитрил. | ||||
ПЭТФ. | ||||
ПБТФ. | ||||
ПА-6. | ||||
ПЛ-66. | ||||
ПОМ. | ||||
Вспененные полимеры. | ||||
Пенопласты полистирол ьные. | ||||
Пенопласты поливинилхлоридные. |
Температуру нагрева листовой заготовки (°С) при гибке профилей и обечаек из листовых термопластов выбирают в несколько иных пределах:
пвх. | 120−140. |
Г1ММА. | 120−140. |
ПП. | 160−170. |
ПФ. | 160−170. |
ПЭНПиПЭВП. | 105−140. |
В принципе, возможна переработка методами термоформования и полиамида б и полиамида 66. Однако эти материалы размягчаются при температуре, почти равной температуре его плавления. Длительное воздействие температуры, превышающей 100 °C, ведет к изменению цвета материала вследствие окисления и термического разложения под действием кислорода воздуха, однако соответствующее размягчение при этом еще не достигается. В то же время на материал можно воздействовать более высокой температурой, но обязательными условиями являются кратковременность теплового воздействия и большая влажность. В связи с этим для формования полиамида можно рекомендовать нагрев острым паром с последующим оформлением за счет создания разности давления с помощью паровоздушной смеси. В настоящее время формование полиамида используется сравнительно редко.
Особое внимание следует уделять процессу нагрева заготовок из частично кристаллических материалов, и в частности из полиолефинов. При нагреве до необходимой температуры формования эти материалы изменяют свою структуру. Температура термоформования должна примерно соответствовать температуре плавления кристаллита и выдерживаться по возможности точно. При температуре формования заготовки из полиолефинов должны находиться почти в аморфном состоянии. Полиэтилены разной плотности нуждаются в различном количестве теплоты. Чем выше плотность полиэтилена, тем больше теплоты требуется для нагрева его до необходимой температуры. Значительное количество теплоты при этом затрачивается на плавление кристаллитов. Отсюда следует, что для нагрева заготовок из полиэтилена низкого давления требуется больше времени, чем из полиэтилена высокого давления. Зависимость температуры плавления кристаллитов от плотности полиэтилена имеет прямолинейный характер.
В том случае, когда стремятся обеспечить равномерный нагрев листа, но всей его площади и используют излучающий нагреватель постоянной температуры, находящийся на относительно близком расстоянии от нагреваемой заготовки, для расчета температуры нагрева может быть использован аналитический метод.
Интенсивность теплового потока, направленного на нагреваемое тело от плоского источника, расположенного параллельно листовой заготовке, с учетом многократного отражения части тепловых лучей, не обладающих проникающей способностью, определяется следующим выражением:
где с0 = 5,67 032 10 8 Вт/м2К4 постоянная Стефана-Больцмана; — коэффициент лучеиспускания, выражаемый через степень черноты; е, нагревателя и е2 нагреваемого тела: 
Г, и Т2 — температура излучающих поверхностей нагревателя и нагреваемой заготовки по абсолютной шкале, К.
При использовании нагревателей малой мощности нужно учитывать существование взаимного теплообмена между нагревателем и заготовкой. Для мощных же нагревателей можно принять.
В этом случае при постоянной температуре нагревателя тепловой поток, поглощаемый листовой заготовкой, остается постоянным во времени. Пренебрегая конвективным теплообменом с окружающей воздушной средой, можно получить уравнение для расчета температуры листовой заготовки [ 18].
Температура на облучаемой поверхности —.

Температура на противолежащей стороне листа —.

где Т0 — начальная температура заготовки; 5 — толщина листа; — коэффициент теплопроводности листа; Бо «ат/52— критерий Фурье; т — время; а — коэффициент температуропроводности.
При двухстороннем обогреве листа по формуле для противолежащей стороны листа рассчитывается температура его срединной поверхности.
С помощью приведенных выше уравнений можно рассчитать температуру нагрева и перепад температур в заготовке. В качестве показателя неравномерности распределения температур часто используют безразмерное соотношение.

Эта величина зависит только от критерия Фурье.
Последнее уравнение можно переписать в виде / -/(Ро).
На рис. 2.162 для удобства пользования эта функция представлена графически.
Если ставится задача оптимизации процесса нагрева, то приведенных выше аналитических зависимостей становится недостаточно. Наиболее быстрый и равномерный нагрев относится к случаю переменных граничных условий и комплексному испол ьзовани ю средств нагрева. Для некоторых материалов может также допускаться мощный кратковременный импульс теплового воздействия, не приводящий к ухудшению физико-механических свойств полимера. Общий численный метод решения такой задачи основан на использовании системы уравнений для преобразования.
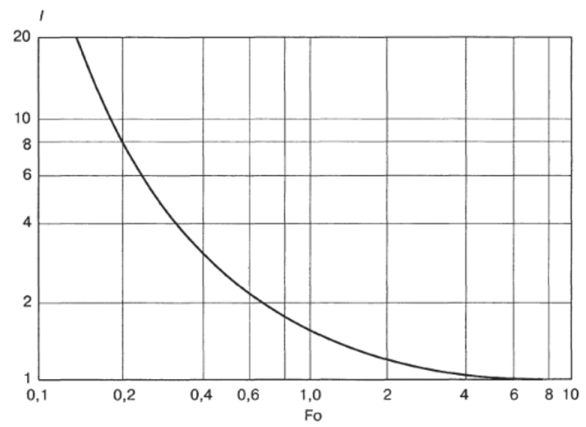
Рис. 2.162. График функции / = / (Ро) профиля температур в слое полимерного материала при одномерном (поперечном) тепловом потоке за малое время Ат. Для граничных условий второго рода (заданы значения тепловых потоков через верхнюю и нижнюю границы как функции времени) рассмотренная матрица системы алгебраических уравнений имеет следующий вид [19): 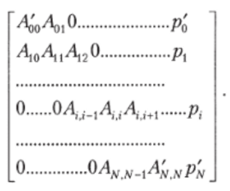
Здесь ненулевые компоненты, А АА^, симметричной матрицы системы, а также коэффициенты столбца свободных членов рх определяются по следующим формулам: 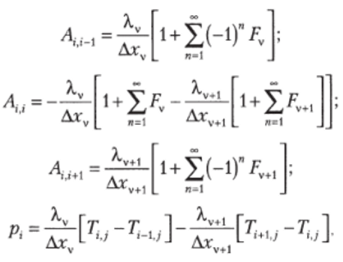
где 
V — номер слоя малой толщины Агр, выделяемого в листе; V — 1,2,3… Ы (р? * для каждого уравнения); I — порядковый номер границы между элементарными слоями. Компоненты матрицы, помеченные штрихом, определяются иначе: 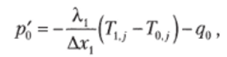
где *70 и <7^ — средняя интенсивность теплового потока через верхнюю и нижнюю границы листа за время Ат; 7 — узловые значения профиля температуры слоя в момент т.
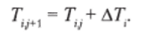
Решением системы являются значения АТ., дающие преобразования профиля температуры за время Ат: 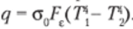
С помощью многократного повторения решения системы уравнений для малых приращений времени Ат можно определить температуру нестационарного нагрева листа как при одностороннем, так и при двухстороннем (несимметричном или симметричном) обогреве. Возможна также реализация частного случая, когда тепловой поток задан выражением типа 
Нагрев термопластичной заготовки занимает приблизительно 50−80% общей продолжительности цикла формования изделия. Время нагрева термопласта возрастаете увеличением его удельной теплоемкости и толщины листа и уменьшается с увеличением коэффициента теплопроводности и граничного коэффициента теплопередачи.
Значительные трудности в контроль температуры заготовки вносят малая теплопроводность термопласта (и, как следствие, большие перепады температуры по толщине нагреваемой заготовки), тепловая радиация инфракрасных нагревателей и невозможность измерения температуры во внутренних слоях заготовки.
Наибольшее распространение при использовании машин с ручным и полуавтоматическим управлением на практике получил метод контроля температуры заготовки по времени нагрева. При этом проводится формование нескольких опытных заготовок, причем каждая из них формуется при различном времени разшрева. Отформованные изделия проверяют на полноту оформления, внешний вид, механические свойства. По оптимальному сочетанию параметров определяют наилучший образец изделия, и время его нагрева берут за основу. Все последующие изделия формуют при том же времени разогрева заготовки.
Этот метод оправдывает себя при нагреве термопласта в нагревателях камерного типа, а также при контактном и высокочастотном нагреве. Менее точные результаты получаются при работе с инфракрасными нагревателями открытого типа. Это связано с тем, что метод определения температуры заготовки по времени нагрева дает хорошие результаты лишь при точном соблюдении следующих условий. Во-первых, от цикла к циклу должны оставаться без изменения режим работы теплорадиационного нагревателя и его положение относительно заготовки. Во-вторых, должно быть обеспечено полное отсутствие в пространстве между нагревателем и заготовкой посторонних потоков воздуха. Если же учесть, что напряжение в цеховой сети постоянно колеблется, а в производственном помещении часто возникают сквозняки, то становится ясной причина изменения температуры нагрева заготовок при одном и том же времени их разогрева.
В некоторых случаях при использовании описанного выше метода контроля температуры листа устанавливают зависимость температуры заготовки от времени разогрева (рис. 2.163). Зависимости такого рода справедливы лишь для материалов одной марки, цвета, толщины и конкретной обогревающей системы, работающей в постоянном режиме.
Для определения температуры нагрева заготовки исполызуют также измерительные приборы. Способы измерения температуры с помощью этих приборов можно подразделять на контактные и бесконтактные. Наибольшее распространение получили приборы, фиксирующие инфракрасное излучение от поверхности нагреваемой заготовки (ИК-приборы), встроенные термопары и термоизмерительные пластины. Для экспериментальных и наладочных работ успешно применяются плавящиеся соли, термохромовые карандаши. В табл. 2.23 [ 13] приведены краткие характеристики этих измерительных приборов.
Вот какие рекомендации даны [ 13] для ИК-приборов. Во-первых, ИК-инструмент должен быть настроен на коэффициент эмиссии, который зависит от вида полимерной заготовки и ее цвета.
Во-вторых, если замеры температуры проводятся во время нагрева, то диапазон измерений должен быть правильно сбалансирован, так как в противном случае излучение нагревателей, которое отражается от поверхности материала, будет включено в результат и измерение будет неверным.
В-третьих, угол между направлением измерения ИК-прибора и поверхностью материала также оказывает влияние на результаты измерения. Если материал сильно коробится во время нагревания, то на вершине складки и па относительно крутом се боку прибор покажет различную температуру даже в том случае, если на самом деле температура в этих местах заготовки одинаковая.
Кроме того, необходимо иметь в виду, что для получения корректных результатов измерений линзы ИК-инструментов должны регулярно очищаться.
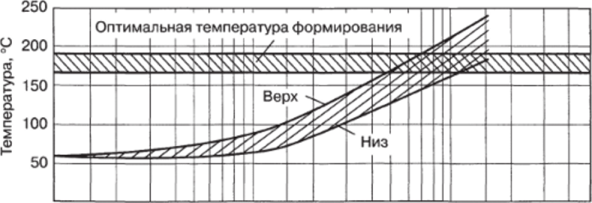
Рис. 2.163. Зависимость температуры листовой заготовки (толщина 5 мм) от времени ее разогрева: 1 — ПП; 2 — ПВХ жесткий; 3 — УПС Таблица 2.23. Различные измерительные приборы для контроля температуры поверхности за готовки.
Метод измерения / | ИКиз- | Контактное | Точка | Общая поНе разру- | Нарушение |
Тип прибора | мерение | измерение | контроля | нерхносгь шаниций | поверхности |
ИК-датчик температуры. | |||||
Измерительная ИКпластина*. | +*• +. | ||||
ИК-камера или ИКсканер | + + | ||||
Термоизмерительная пластина. | + *** | ||||
Контактный термометр (для толстолистовых материалов). | |||||
Плавящиеся соли, термохромовые карандаши. | +*#•*. | ||||
Термометр для циркулирующей среды. |
* Состоит из нескольких ИК-датчиков. •• Возможно несколько точек измерения. ••• Остается слабый набухший след. **** Необходимо исследовать возможность применения в каждом конкретном случае Изменение температуры с помощью термоизмерительных пластин фиксируется по изменению их цвета. Полученный цветовой оттенок сравнивается со специальной таблицей, в которой каждому цветовому оттенку соответствует определенная температура.
Преимуществами использования температурных измерительных пластин является их относительно малая стоимость, возможность регистрировать температуру в произвольном количестве точек на любой стороне нагреваемой заготовки и независимость показаний от вида и цвета полимерного материала.
Термоизмерительные пластины не рекомендуются для измерения температуры заготовок толщиной менее 0,2 мм. 11еобходимо тщательно следить за тем, чтобы пластина во время нагрева заготовки не отходила от ее поверхности. Подобное часто из-за неудовлетворительной адгезии происходит при нагреве полиолефинов. Кроме того, при интенсивном радиационном нагреве поверхности (при мощности нагревателя от 50 кВт/м2 и выше) могут быть получены неверные результаты измерений, особенно при использовании коротковолнового излучения.
Для точного измерения температуры внутри толстых листов (толщиной более 3 мм) могут использоваться встроенные термопары. С этой целью в листе сверлится до требуемой глубины отверстие, а термопара вставляется в это отверстие. Затем отверстие заваривается горячим воздухом с помощью технического фена или горячим индентером (например, острым «жалом» электропаяльника) до восстановления гори;
Измерение среды (воздуха). | Измерение в течение времени нагрева. | Измерение в конце времени нагрева. | Контроль температуры в зависимости от полимера. | |
да. | нет. | |||
зонтальной поверхности. Просверливая несколько отверстий на различной глубине, можно определить распределение температуры по толщине формуемого материала. Этот вид измерения температуры подходит только для исследования основных закономерностей, но не в целях производства.
При измерении температуры контактными термометрами измерительная головка должна медленно и монотонно скользить параллельно формуемому материалу. Точность такого измерения не очень высока.
В общих случаях разогрев заготовок ведут так, чтобы температура во всех точках их поверхности в любой момент времени была одинакова. Неравномерный разогрев может привести к образованию в листе внутренних напряжений, неравномерной вытяжке термопласта и образованию на изделии складок и морщин; кроме того, возможно возникновение отдельных перегретых областей заготовки. При формовании в этих областях часто происходит прорыв торцуемого листа.
Из-за малой теплопроводности термопластов поверхность заготовки, обращенная к нагревателю (при нагреве термопласта теплорадиационным методом) или к поверхности, омываемой тепловым агентом, например, горячим воздухом (при нагреве в термокамерах), разогревается гораздо быстрее, чем внутренние слои материала. В результате этого на поверхности заготовки возможна термическая деструкция термопласта, в то время как внутренние слои материала не успевают перейти из стеклообразного состояния в высокоэластическое. Увеличение интенсивности обогрева в этом случае нс приводит к положительным результатам, так как поверхностная термодеструкция термопласта лишь активизируется. В связи со сказанным интенсивность обогрева термопласта при вакуумном и пневматическом формовании редко превышает 15−20 кВт/м2.
Заготовки толщиной от 0,025 до 1 мм могут быть разогреты в течение нескольких секунд с помощью инфракрасных нагревателей излучения, расположенных на расстоянии 75−100 мм от поверхности листа. Листы толще 1,5 мм (за исключением листов из полиэтилена) следует нагревать менее интенсивно, принимая во внимание низкую теплопроводность термопластов, лежащую, как правило, в интервале 0,04−0,5 Вт/м К.
При нагреве необходимо иметь в виду, что конечные температуры заготовки к моменту формования должны отвечать следующим условиям:
- • температура наружной стороны заготовки, обращенной к нагревателю, должна быть меньше или равна максимально допустимой температуре формования данного термопласта (обычно эта температура соответствует температуре течения на термомеханической кривой или температуре начала термодеструкции);
- • температура внутренней поверхности листа при одностороннем или среднего слоя при двухстороннем нагреве должна быть равна или больше минимально допустимой температуры формования данного термопласта (например, для аморфных материалов эта температура несколько выше температуры стеклования на термомеханической кривой).
Характерный пример изменения температуры на поверхности заготовки, обращенной к нагревателю, и на поверхности, наиболее удаленной от него, показана на рис. 2.164. Кривые даны применительно к нагреву ударопрочного полистирола толщиной 2 мм (нагрев односторонний). Температура на поверхности нагревателя 370 °C, расстояние до листа 90 мм.
Каждый метод получения пленок и листов накладывает свой отпечаток на формование объемных изделий.
Внутренние напряжения при нагревании листовой заготовки перед пневмовакуумным формованием вызывают так называемое волнообразование. При повышении температуры термопласта его жесткость резко уменьшается и напряжения, которые при нормальной температуре не давали о себе знать, вызывают коробление.
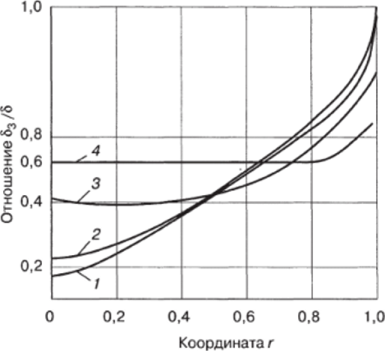
Рис. 2.164. Распределение температур при нагревании листов из ударопрочного полистирола заготовки, придают ей волнообразную форму. Чем больше внутренние напряжения, чем неравномернее они распределены в заготовке, тем больше высота «волн». При теплорадиационных методах нагрева температура нагреваемой заготовки зависит от куба расстояния между се поверхностью и рабочей плоскостью нагревателя. Так как в период «волнообразования» различные места на поверхности термопласта находятся на разном расстоянии от нагревателя, заготовка разогревается неравномерно. При дальнейшем увеличении температуры термопласта время релаксации напряжений в нем сокращается и внутренние напряжения значительно уменьшаются. Заготовка выравнивается. Однако в различных ее точках температура остается разной, что приводит к браку при формовании изделий.
Для устранения брака можно рекомендовать: а) предварительный отжиг заготовок до температуры, на 5−10°С выше температуры стеклования данного термопласта, 6) увеличение расстояния между нагреваемой заготовкой и нагревателем.
Большинство инфракрасных нагревателей собраны из отдельных элементов. При малом расстоянии между нагревателями такого типа и разогреваемой заготовкой последняя нагревается неравномерно. Это связано с тем, что непосредственно под нагревательным элементом температура термопласта растет быстрее, чем на участках заготовки, находящихся между элементами. Чтобы ликвидировать такого рода неравномерность обогрева, можно или увеличить расстояние между заготовкой и нагревателем, или установить между ними дополнительный экран.
Увеличение расстояния до нагревателя имеет существенный недостаток: возрастают потери теплоты в окружающую среду и, следовательно, время разогрева заготовки становится более продолжительным, уменьшается производительность оборудования; чтобы компенсировать потери теплоты в окружающую среду, можно увеличить мощность обогрева, но это повлечет за собой снижение экономических показателей процесса.
Экран для нагревателя выполняется из тонкого стального или алюминиевого листа, причем поверхность, обращенная к нагревателю, зачерняется, а другая — полируется. Устанавливается экран на расстоянии 10−30 мм от нагревательных элементов. При монтаже экрана особое внимание следует обратить на то, чтобы он был строго параллелен заготовкам, в противном случае температурное поле на поверхности термопласта не будет равномерным. Надо помнить, что экранирование нагревателя снижает производительность оборудования или увеличивает потребление электроэнергии. Для формования изделий сложной формы иногда используются так называемые ситчатые или фигурные экраны. Эти экраны применяют для получения изделий, отдельные элементы которых требуют гораздо большей вытяжки, чем все остальное изделие. Для качественного оформления таких элементов соответствующий участок заготовки должен быть нагрет несколько больше, чем вся остальная поверхность листа. Чтобы получить заданное распределение температуры по поверхности заготовки, и применяют фигурные экраны, которые имеют отверстия необходимой формы и размеров, расположенные над тем участком заготовки, где нужна более высокая температура.
У многих термопластичных материалов зона высокоэластического состояния охватывает широкий интервал температур. При этом процесс формования можно провести во всем этом интервале. Изделие отформуется, однако его свойства будут существенно зависеть от той конкретной температуры, до которой была нагрета заготовка. При температурах, лежащих вблизи границы высокоэластического и стеклообразного состояния, в углах изделия часто появляются пятна отбеливания, свидетельствующие об охрупчивании материала. При слишком высоких температурах заготовка либо приобретает чрезмерно большую мягкость и провисает, либо пригорает вследствие термического разложения. Излишний прогиб заготовки в конечном итоге может привести к образованию на изделии морщин, а перегрев внешнего слоя материала ухудшает механическую прочность изделия и его внешний вид.
Провисание листового материала при нагревании возникает из-за теплового расширения и деформации под действием собственного веса заготовки термопласта. Провисание листа вследствие теплового расширения материала является обратимым процессом. Оно исчезает при охлаждении заготовки и существенно нс влияет на качество изделия. Провисание листа под действием силы тяжести связано с ползучестью материала и поэтому возрастает с повышением температуры разогрева заготовки.
При одинаковых условиях нагрева провисание листа зависит и от свойств материала; так, провисание листа ударопрочного полистирола обратно пропорционально показателю текучести расплава этого материала. Кроме того, провисание листа является функцией размеров и формы заготовки для формования.
В принципе имеются методики расчета прогиба заготовок в прямоугольных и круглых зажимных устройствах. Однако они носят больше теоретический характер и на практике их использовать сложно, так как соответствующие уравнения включают в себя много эмпирических коэффициентов. В современных автоматизированных формовочных агрегатах высокой производительности предусматриваются специальные устройства для отслеживания и компенсации прогиба листовых заготовок.
Значительное влияние температура формования листовых термопластов оказывает на механические свойства готовых изделий, на их усадку и коробление в процессе эксплуатации. Однако здесь надо отметить, что трудно говорить о влиянии на свойства готовых изделий температуры формования в отрыве от других технологических параметров, в частности от величины деформации формуемого термопласта. С повышением температуры формования падают такие физико-механические показатели материала готового изделия, как прочность при растяжении и статическом изгибе, ударная вязкость, причем снижение этих показателей происходит тем резче, чем больше деформирован материал при оформлении изделия. Кроме того, с ростом температуры формования (при общем падении прочности) прочность отдельных участков изделий выравнивается. При одной и той же температуре формования прочность при растяжении и ударе (отнесенная к единице поперечного сечения) тем выше, чем больше степень вытяжки. Таким образом, для получения равнопрочного изделия выгоднее формовать его при более высокой температуре.
Исследования влияния температуры формования на усадку и коробление изделий показали, что чем выше температура формования, тем меньше усадка. Это особенно характерно для участков с большой степенью вытяжки. При повышении температуры формования уменьшается разница в усадке участков изделия с различной степенью вытяжки.
Экспериментальные данные свидетельствуют, что при формовании термопластов соотношение между обратимой и необратимой составляющими деформации зависит, кроме прочих факторов, и от температуры нагрева заготовки. С ростом температуры формования резко возрастает доля необратимых деформаций.
Изучение влияния интенсивности нагрева на ориентацию ударопрочного полистирола показало, что малая скорость нагрева вызывает более равномерную, хотя и повышенную ориентацию материала в изделии (последнее выражается в увеличении прочности при растяжении и усадке).
Влияние температуры разогрева листовой заготовки на разнотолщинность стенок готового изделия невелико. Оно сказывается на толщине стенок лишь в том случае, если при нагреве заготовки температура зажимного устройства значительно повысилась, и термопласт получил возможность утягиваться из-под зажимов. Однако на разнотолщинность изделия можно в значительной степени влиять, создавая неравномерное температурное поле при нагреве заготовки. На рис. 2.165 приведены графики изменения отношения толщины заготовки 8мг к толщине б полусферического изделия по радиальной координате г в зависимости от условий нагрева заготовки. Кривая 1 получена при равномерном распределении мощности по излучающей поверхности нагревателя (надо иметь в виду, что в этом случае температурное поле нагревателя неравномерно из-за существенных потерь теплоты по периметру нагревателя). Кривая 2 получена при равномерном температурном поле на нагревателе (тепловые потери компенсируются увеличением мощности периферийных элементов нагревателя); кривая 3 — на заготовке, кривая 4 — при температурном поле заготовки с температурным градиентом, возрастающим от центра к краю. Как видно из рисунка, последний вариант нагрева заготовки обеспечивает при негативном способе формования наилучшее распределение толщины стенки изделия.
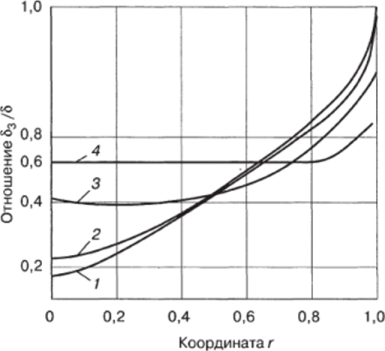
Рис. 2.165. Зависимость изменения 6з/6 по координате г от условий нагрева заготовки При исследовании формовочных характеристик заметно изменение уровня блеска поверхности изделий в зависимости от температуры нагрева заготовок при формовании. Однако это изменение у различных термопластов выражается поразному.
При условии нагрева л истового материала внутри закрытых термокамер исчезает такой фактор неопределенности, как практически не учитываемые вынужденные конвективные потоки между заготовкой и нагревателями. Поэтому условия нагрева в таких камерах значительно определеннее. Так, при использовании трубчатых электронагревателей при двухстороннем нагреве листов в замкнутой камере нагревательного устройства рекомендуется следующий температурный режим |4):
Материал. | Температура внутри камеры, °С. | Продолжительность нагрева, мин на 1 мм толщины заготовки. |
АБС-пластики. | 230 250. | 0,4. |
ПВХ пластифицированный. | 200−210. | 0,6−1,0. |
ПММА. | 250−280. | 0,3−0,5. |
ПЭНП. | 190−200. | 1,0. |
Сополимер СНГ1. | 240−260. | 0,3−0,4. |
УПС. | 230−240. | 0,3−0,5. |
Для наполненных термопластов эти условия меняются в зависимости от типа и количества наполнителей. При разогреве тонких заготовок рекомендуется поддерживать температуру на нижнем пределе, при разогреве толстых — на верхнем.
Благоприятное воздействие на разогрев заготовок в подобных камерах оказывает «воздушная подушка». Она практически полностью исключает прилипание листа к поддону и сокращает время разогрева. Температура воздуха для создания подушки рекомендуется равной температуре разогрева заготовки или выше, но не более чем на 5−10 °С.