Безопасность производства печатных плат
Поскольку выполнение заготовительных операций и получение монтажных и переходных отверстий в ПП связано с эксплуатацией аналогичного оборудования, а именно: штампов на эксцентриковых прессах, однои многоножевых роликовых ножниц, гильотинных ножниц, однои многошпиндельных сверлильных станков, то и опасные факторы будут сходными. Выполнение этих операций сопряжено с опасностью повреждения рук… Читать ещё >
Безопасность производства печатных плат (реферат, курсовая, диплом, контрольная)
Одним из наиболее распространенных методов создания электрических цепей в радиоэлектронной, электронно-вычислительной и электротехнической аппаратуре является применение печатного монтажа.
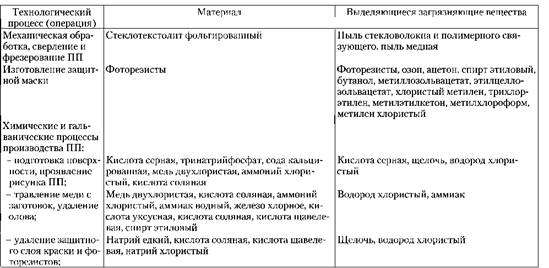
В табл. 9.4 приведен перечень используемых материалов и загрязняющих веществ при изготовлении ПП.
Поскольку выполнение заготовительных операций и получение монтажных и переходных отверстий в ПП связано с эксплуатацией аналогичного оборудования, а именно: штампов на эксцентриковых прессах, однои многоножевых роликовых ножниц, гильотинных ножниц, однои многошпиндельных сверлильных станков, то и опасные факторы будут сходными. Выполнение этих операций сопряжено с опасностью повреждения рук работающего в случае попадания их в рабочую зону, в частности, между верхним и нижним ножом гильотинных ножниц при ручной подаче материала.
Наибольшую опасность представляет работа пресса в автоматическом режиме, требующая большого напряжения, внимания и осторожности работающего, так как всякое замедление движения рабочего может привести к травматизму. Во избежание попадания рук рабочего в опасную зону применяют систему двурукого включения, при которой пресс.
Таблица 9.4. Используемые материалы и выделения загрязняющих веществ при изготовлении ПП

включается только после одновременного нажатия обеими руками двух пусковых кнопок.
В прессах и ножницах с ножными педалями для предотвращения случайных включений педаль ограждают или делают запорной. Часто, кроме этого, опасную зону у прессов ограждают при помощи фотоэлементов, сигнал от которых автоматически останавливает пресс, если руки рабочего оказались в опасной зоне. При ручной подаче заготовок необходимо применять специальные приспособления: пинцеты, крючки и т. д.
Радикальным решением вопроса безопасности является механизация и автоматизация подачи и удаления заготовок из штампа, в том числе с использованием средств робототехники.
Во избежание травм при работе на сверлильных станках необходимо следить за тем, чтобы все ремни, шестерни и валы, если они размещены в корпусе стайка и доступны для прикосновения, имели жесткие неподвижные ограждения. Движущиеся части и механизмы оборудования, требующие частого доступа для осмотра, ограждаются съемными или открывающимися устройствами ограждения. В станках без электрической блокировки должны быть приняты меры, исключающие возможность случайного или ошибочного их включения во время осмотра.
Во избежание захвата одежды и волос рабочего его одежда должна быть заправлена так, чтобы не было свободных концов; обшлага рукавов следует застегнуть, волосы убрать под берет.
Образующуюся при сверлении, резке материала заготовок ПП пыль необходимо удалять с помощью промышленных пылесосов.
Подготовка поверхностей к проведению технологических операций осуществляется на многих этапах процесса производства ПП и включает: 1) механическую или комбинированную очистку поверхности от оксидов, остатков смазки и других загрязнений; 2) щелочное обезжиривание поверхности моющими средствами; 3) водную промывку; 4) декапирование в растворе кислоты; 5) промывку в холодной и горячей воде; 6) сушку поверхности.
Для химической подготовки поверхности применяют растворы, содержащие тринатрийфосфат, кальцированную соду, соляную и серную кислоты и др., которые оказывают вредное воздействие на организм человека. Поэтому ручную и механическую химическую подготовку поверхности ПП следует проводить в соответствии с требованиями безопасности при работе с химическими веществами.
Для автоматизации и механизации этого процесса отечественные и зарубежные фирмы выпускают наборы отдельных взаимозаменяемых модулей различных размеров и различной производительности, соединенных конвейерными автооператорными транспортирующими устройствами. Это позволяет не только повысить производительность труда, но и полностью исключить возможность контакта работающих с вредными веществами.
Химическая металлизация ПП заключается в последовательности химических реакций осаждения меди, используемой в качестве подслоя при нанесении основного слоя токопроводящего рисунка гальваническим способом.
Для придания диэлектрической основе IIII способности к металлизации производят подготовительные операции — сенсибилизацию и активацию поверхности, выполнение которых связано с работой с агрессивными и раздражающими веществами (соляной кислотой, водным аммиаком).
Для химической металлизации ПП применяют разбавленные растворы с невысокими концентрациями основных компонентов, в число которых входят, например, гидроокись натрия, раствор формалина, мористый никель, сернокислая медь, углекислый натрий.
Химическое меднение ПП производится в специальных линиях с набором ванн необходимого размера, выполненных из химически стойких материалов. Ванны должны быть оборудованы устройствами фильтрации и дозировки растворов, системами поддержания заданной температуры, а также бортовыми отсосами, не допускающими распространения паров растворов по объему производственного помещения.
Для исключения непосредственного участия человека в процессе химической металлизации все чаще применяют автоматизированные системы управления технологическим процессом.
При проведении гальванической металлизации металлизируемые платы, закрепленные на специальных подвесках — токоподводах, помещают в гальваническую ванну с электролитами между анодами, выполненными из металла необходимого покрытия. Гальванические ванны должны быть оборудованы бортовыми отсосами, так как пары электролита и продуктов химических реакций могут оказывать вредное воздействие на организм работающего.
Вредность электролита определяется природой веществ, входящих в его состав. Так, для гальванического меднения используются следующие вещества, работа с которыми требует соблюдения соответствующих мер безопасности: борфтористая медь, борфтористоводородная кислота, борная кислота. Наличием вредных веществ характеризуется также состав (качественный) электролита для нанесения покрытия олово-свинец: олово борфтористое, свинец борфтористый, кислота борфтористоводородная, борная кислота.
При обслуживании оборудования для гальванической металлизации необходимо, кроме того, соблюдать меры электробезопасности и постоянно следить за надежностью заземления.
Нанесение рисунка схемы на ПП или на их слои необходимо для получения защитной маски требуемой конфигурации при осуществлении процессов металлизации и травления проводящего рисунка. Вследствие жестких требований, предъявляемых к рисунку, производственные помещения, где происходит процесс его нанесения, должны быть кондиционируемыми, обеспыленными, закрытыми для посещения лицами, не связанными с выполнением этой операции. При этом относительная влажность должна составлять 65 ± 5%, температура воздуха 18−25 °С, содержание пыли не более 100 частиц размером 2 мкм на 1 л воздуха.
Фотолитографический метод нанесения рисунка схемы с позиций охраны труда рассмотрен ранее. Его осуществление связано с использованием фоторезиста, ИК-излучения для его сушки, УФ-излучения с длиной волны 365 нм для экспонирования, вредных для человека химический веществ, используемых для дубления фоторезиста. Поэтому здесь справедлива инструкция, но безопасности (с учетом специфики технологического оборудования), применяемая для участков фотолитографии.
При изготовлении IIII важным этапом формирования проводящего рисунка схемы является процесс травления (удаления) меди с непроводящих (пробельных) участков схемы.
В промышленности для травления плат, проводящий рисунок которых защищен сеткографическим способом или фоторезистом, применяют растворы хлорного железа и кислые растворы на основе хлорной меди. Хотя данный травитель имеет меньшую токсичность по сравнению с другими типами травителей, тем не менее при работе с ним требуется использование индивидуальных средств защиты кожных покровов рук.
Пары солей меди оказывают раздражающее действие на дыхательные пути, а попадание растворов солей внутрь способствует образованию язв желудка.
Более токсичным является травитель, используемый для травления меди с плат, проводящий рисунок которых защищен металлорезистом, так как его основу составляют серная кислота, трисульфат аммония, а процесс травления происходит при температуре 50−55 «С.
Операция травления проводится с обязательным использованием системы местной вытяжной вентиляции, кроме того, производственные помещения должны быть оборудованы системой общеобменной вентиляции.