Параметры шероховатости.
Основы трибологии
При расчетах на трение и износ, помимо ранее указанных шести стандартных параметров, характеризующих шероховатость поверхности, используют ряд дополнительных (нестандартных) параметров. Это объясняется тем, что перечисленные параметры недостаточно полно оценивают микрогеометрию поверхности. Как омечалось, при одной и той же величине Rq распределение неровностей по высоте, их формы могут быть… Читать ещё >
Параметры шероховатости. Основы трибологии (реферат, курсовая, диплом, контрольная)
ГОСТ 2789–73 предусматривает оценку шести параметров шероховатости: трех высотных (Rz, Ra, Rmax), двух шаговых (S и Sm) и относительную опорную длину профиля tр.
Изобразим профилограмму (рис. 1.2.) и введем такие обозначения.
Базовая линия — линия, относительно которой определяются параметры профилограммы. Базовая длина l — длина базовой линии, используемой для выделения неровностей. Средняя линия профиля расположена на профилограмме так, чтобы площади, ограниченные контуром профиля, по обе стороны от нее были равны, т. е.:


или (1.1).
Линии выступов и впадин параллельны средней линии и проходят через самую высокую и самую низкую точки профиля.
Ra — среднее арифметическое абсолютных значений отклонения профиля от средней линии в пределах базовой длины l:


или (1.2).
где yi — расстояние от некоторой точки профиля до средней линии.
Rz — среднее арифметическое суммы абсолютных значений высоты пяти наибольших впадин в пределах l:
(1.3).
где Нimax и Himin — высота и глубина наибольших i-тых выступов и впадин.
Rmax — наибольшая высота неровностей профиля, т. е. расстояние между линиями выступов и впадин в пределах базовой длины.
S — средний шаг выступов профиля, т. е. среднее значение шага Si выступов профиля в пределах L:
Sm — средний шаг неровностей профиля, т. е. среднее значение шага Smi неровностей профиля по средней линии в пределах l :
(1.5).

Рис 1.2 Параметры шероховатости поверхности
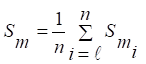
Обозначения шероховатости на чертежах регламентированы ГОСТ 2.309−73. Знак имеет вид математического корня, острием он касается линии, изображающей на чертеже поверхность детали (рис. 1.3).
Рис 1.3 Обозначение шероховатости. 1 — зона, где указывают Ra и Rz, 2 — вид обработки поверхности, 3 — базовая длина, 4 — условное обозначение направления неровностей
При расчетах на трение и износ, помимо ранее указанных шести стандартных параметров, характеризующих шероховатость поверхности, используют ряд дополнительных (нестандартных) параметров. Это объясняется тем, что перечисленные параметры недостаточно полно оценивают микрогеометрию поверхности. Как омечалось, при одной и той же величине Rq распределение неровностей по высоте, их формы могут быть различными, что обуславливает и различные эксплуатационные характеристика сопрягаемых поверхностей.
Контроль микроотклонений поверхности, как правило, производят тремя различными методами: визуальным — сравнением шероховатости поверхности обрабатываемых образцов с образцами шероховатости поверхности или деталями с аттестованной шероховатостью (органолептический контроль); контактным — с применением специальных ощупывающих приборов и бесконтактным с использованием различных оптических приборов. Визуальным методом оценивают состояние микрогеометрии качественно, а с помощью двух других методов — количественно. Классификация наиболее распространенных методов контроля шероховатости представлена на рис. 1.4.
Рис 1.4 Классификация методов контроля шероховатости
Шероховатость поверхности качественным методом определяют путем сравнения с образцами шероховатости. Образцы шероховатости представляют собой бруски толщиной 10 мм и размером 20×30 мм. Набор образцов для сравнения, укомплектованных по видам обработки (точение, строгание, фрезерование, шлифование) и материалам, из которых они изготовлены, устанавливают в специальных оправках и осуществляют визуальное сравнение. Метод позволяет оценить шероховатость в пределах от Ra=40…20мкм до Ra=1,25…0,63 мкм.
Для повышения точности метода используют щупы и микроскопы сравнения, например, типа МС-48.
Широкое применение для определения параметров шероховатости получили приборы щупового типа. Их подразделяют на три группы: профилометры, профилографы и профилометры-профилографы.
Профилометры регистрируют значения Ra и Rq в виде показаний стрелочного прибора или показаний светового табло.
Профилографы представляют информацию о микрорельефе поверхности в виде профилограмм — графического изображения профиля реальной поверхности. Расшифровка профилограммы в реальном масштабе величин позволяет определить значения характеристик микрогеометрии поверхности.
Для определения шероховатости в машиностроении применяют профилографы-профилометры моделей 201 и 202, 250, 252; профилометр портативный модели 253, 283; профилометр цехового типа модели 240, 296, изготавливаемые заводом «Калибр». Для измерения шероховатости колец подшипников качения завод «Калибр» выпускает специальные приборы моделей 994,995.
В практике широко применяют щуповые приборы зарубежных фирм, таких как Hommeltester, Penth-O-Meter, Tелесерф, Филлипс, Тейлор-Гобсон, Браш и др.
В основе конструкции бесконтактных приборов контроля микрогеометрии поверхности лежат методы светового сечения, теневой проекции, интерференционный и др.
Метод светового сечения заключается в том, что на исследуемую поверхность проецируют узкий световой поток. Угол проецирования пучка составляет 450. Проекция пучка с достаточной точностью воспроизводит форму исследуемого профиля. Оценку рельефа исследуемой поверхности осуществляют специальной измерительной системой, которая носит название двойного микроскопа. Измерительная система микроскопа позволяет регистрировать параметры шероховатости от Rz=80…40 мкм до Ra=0,32…0,16 мкм.
Данный метод имеет сравнительно небольшую разрешающую способность, т.к. не в состоянии охватить требуемую базовую длину. Погрешность измерения составляет не менее 25%. В практике нашли применение приборы серии ПСС, в частности моделей ПСС-2, МИС-11.
Метод теневой проекции основан на том, что к исследуемой поверхности под углом 600 прижимают острое лезвие. Прижатое лезвие подсвечивают с одной стороны таким образом, чтобы на поверхность падала его тень, которая воспроизводит неровности профиля. Параметры профиля оценивают с помощью микроскопа, имеющего отсчетное устройство. Данный метод применяют для измерения шероховатости сравнительно грубо обработанных поверхностей.
Интерференционный метод определения параметров шероховатости основан на разделении потока монохроматического света на две части полупрозрачным зеркалом. Одна часть света попадает на зеркало, вторая часть падает на изучаемую поверхность. Отраженные от зеркал и поверхности пучки света складываются и дают картину интерференции, которая наблюдается на экране в виде чередующихся светлых и темных полос. Отраженный от вершин неровностей поток света проходит меньший путь, чем поток, отраженный от впадин. Поэтому неровности поверхности изменяют картину интерференции, вызывая искажение (изгиб) полос. Определяя отношение искажения к ширине интервала полос, производят расчет высот неровностей. Метод пригоден для определения параметров шероховатости поверхности с высоким качеством обработки В машиностроении для измерения параметров шероховатости поверхности 10−14-го классов используют микроинтерферометры марок МИИ-4, МИИ-5,МИИ-9, МИИ-11, МИИ-12.
Для измерения шероховатости внутренних и труднодоступных поверхностей деталей применяют иммерсионно-репликовый интерферометр марки МИИ-10. При этом анализируют не истинную поверхность детали, а ее отпечаток (реплику).
Для получения характеристик микрогеометрии используют также и растровые микроскопы типа ОРИМ-1.
Основной недостаток оптических приборов оценки параметров шероховатости состоит в относительно большой трудоемкости измерения. Этого недостатка лишены методы измерения параметров шероховатости при помощи лазера. Наиболее точным и удобным из лазерных методов измерения является метод сдвига частоты измерения.