Обработка абразивным инструментом
Плоскошлифовальный станок показан на рис. 5.23, в. На поперечных направляющих станины 1 размещена вертикальная колонна 15. По вертикальным направляющим колонны перемещается шлифовальная бабка 4 с абразивным кругом 5. Круг частично закрыт защитным кожухом. По горизонтальным направляющим станины перемещается стол 14. Продольные движения стола осуществляются штоком гидроцилиндра. На направляющих… Читать ещё >
Обработка абразивным инструментом (реферат, курсовая, диплом, контрольная)
Абразивная обработка (АО) — процесс обработки заготовок резанием абразивным инструментом.
Абразивные зерна расположены в режущем инструменте хаотично и удерживаются связующим материалом.
Единичное зерно шлифовального круга может (рис. 5.19): располагаться на некотором расстоянии 1 от обрабатываемой поверхности 5; скользить, но обработанной поверхности (скользящие зерна 2); проникать в обработанную поверхность на небольшую глубину и только пластически деформировать материал заготовки (деформирующие зерна 3)] проникать в обработанную поверхность на глубину, достаточную для снятия стружки (режущие зерна 4).
Поэтому по сравнению с лезвийной обработкой: скользящие зерна создают дополнительное сопротивление резанию (дополнительное трение); деформирующие зерна создают дополнительное сопротивление резанию на упругую и пластическую деформацию поверхностного слоя; режущие зерна так же расположены хаотично (неоптимальные углы резания), что не позволяет им сильно заглубляться в обрабатываемую поверхность. Режущие зерна снимают тонкие стружки (микроцарапание), поэтому суммарная сила резания невелика. Наличие скользящих и деформирующих зерен предопределяет высокую температуру в зоне резания, поэтому возможны структурные превращения металла в зоне резания (прижоги). Стружка сгорает на воздухе в виде снопа искр, что требует дополнительных мер пожарной и санитарной безопасности.
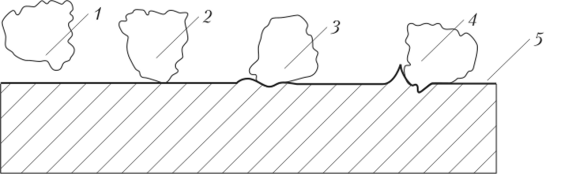
Рис. 5.19. Расположение абразивных зерен относительно обрабатываемой поверхности:
1 — неработающие зерна; 2 — скользящие зерна; 3 — деформирующие зерна; 4 — режущие зерна; 5 — обрабатываемая поверхность Абразивная обработка позволяет производить чистовую обработку заготовок из различных материалов, имеющих различную твердость (для заготовок из закаленных сталей это основной способ обработки).
В зависимости от качества обработанной поверхности различают шлифование и отделочную обработку.
Шлифование позволяет получить обработанную поверхность с размерной точностью по IT 5…7 и шероховатостью Ra 0,3−2,4 мкм.
Скорость резания при АО лежит в пределах 30… 100 м/с, поэтому АО — высокопроизводительный процесс.
Силу резания, как и при лезвийной обработке, можно разложить на три составляющие (Р2; Ру //). Силы и мощность резания рассчитывают по следующим формулам:

где коэффициент СР и показатели степени а, Ь, с зависят от условия шлифования; Рзаг — скорость заготовки; 5прод — продольная подача на оборот круга; t — глубина резания, мм; VK — скорость круга, м/с; г|к и г|заг — КПД кинематических цепей, приводящих в движение абразивный инструмент и заготовку.
В процессе шлифования режущие свойства круга изменяются. Абразивные зерна затупляются, частично раскалываются, выкрашиваются, поры между зернами забиваются отходами шлифования. Поверхность круга теряет свою первоначальную форму. Возрастают сила и температура резания. Точность обработки снижается, увеличивается вероятность прижогов. Однако при выламывании затупившихся зерен на поверхности круга обнажаются новые, незатупившиеся зерна, т. е. круг частично самозатачивается. В этом смысле очень важна роль связки (вещества, закрепляющие зерна). При слабом закреплении зерен, они быстрее выламываются, круг лучше самозатачивается, что удобно при черновом шлифовании, но рабочая поверхность круга быстро теряет свою форму. При прочном закреплении зерен круг быстро теряет свои режущие свойства, но рабочая поверхность хорошо сохраняется, что удобно при чистовом шлифовании. Для восстановления геометрии круга и его режущих свойств проводят правку круга. Алмазным или абразивным инструментом снимают часть рабочей поверхности круга. Толщина удаляемого слоя обычно не превышает 0,01…0,03 мм. Различают геометрическую и физическую стойкость шлифовального круга. Геометрическая стойкость — время (количество обработанных заготовок) непрерывной работы, после которой необходима правка с целью восстановления геометрических параметров рабочей поверхности. Геометрическую стойкость обычно назначают для чистового шлифования, для шлифования фасонных или конических поверхностей. Физическая стойкость шлифовального круга — время (количество обработанных заготовок) непрерывной работы, после которой необходима правка с целью восстановления режущих свойств рабочей поверхности. Физическую стойкость обычно назначают для чернового шлифования.
В зависимости от вида обрабатываемой поверхности различают шлифование: круглое наружное и внутреннее; фасонное; плоское.
При шлифовании главное движение Dp придают абразивному инструменту (шлифовальному кругу). Скорость главного движения, м/с, определяется, но формуле.

где DK — диаметр шлифовального круга, мм; пк — частота вращения шлифовального круга в мин-1. Для обеспечения цилиндричности обработанной поверхности при круглом шлифовании заготовке придают движение круговой подачи (/>,), скорость которого, м/мин, определяется по формуле.

где D;[ — диаметр обрабатываемой поверхности, мм; ид — частота вращения заготовки, мин-1.
В зависимости от направления движения подачи, придаваемой шлифовальному кругу, различают три основных схемы шлифования: с продольной подачей (?^прод), с поперечной подачей (Dsпоп), с тангенциальной подачей (DSr). В зависимости от способа базирования заготовки различают: шлифование в центрах или в патроне; бесцентровое шлифование; планетарное шлифование.
Круглым наружным шлифованием (рис. 5.20) обрабатывают наружную цилиндрическую поверхность валов, колец и втулок.
При шлифовании в центрах (см. рис. 5.20, а, 6) обрабатывают шейки заготовок 2 ступенчатых и гладких круглых стержней (валов). При необходимости одновременного шлифования шейки вала и торца ось вращения круга устанавливают под углом к оси вращения заготовки (см. рис. 5.20, в). При наружном бесцентровом шлифовании (см. рис. 5.20, г) заготовку 2 опирают на нож 5. Заготовка базируется по обработанной поверхности, что существенно повышает точность обработки. Заготовка получает вращение от ведущего круга 5. Скорость движения ведущего круга в 60—100 раз меньше скорости движения шлифующего круга 1. При вращении заготовки от ведущего круга ее скорость (круговая подача) определяется по формуле.

где V., — скорость движения заготовки, м/мин; DB K — диаметр ведущего круга, мм; пвк — частота вращения ведущего круга, мин-1;
г) — коэффициент, учитывающий проскальзывание ведущего круга и заготовки; а — угол наклона оси ведущего круга или ножа (направляющей линейки) к оси заготовки, обычно а = 2…6°. Скорость продольного перемещения заготовки, мм/мин, равна:

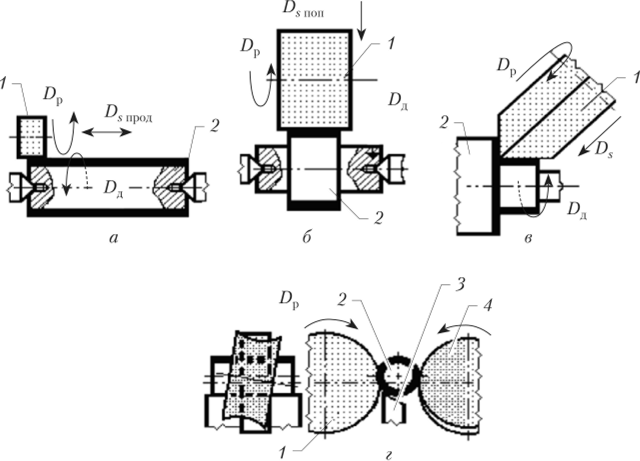
Рис. 5.20. Схемы круглого наружного шлифования:
а — в центрах, продольное; б — в центрах, поперечное; в — одновременное шейки и торца; г — бесцентровое;
1 — шлифующий круг; 2 — заготовка; 3 — нож; 4 — ведущий круг При внутреннем шлифовании (рис. 5.21) обрабатывают внутренние цилиндрические сквозные и глухие поверхности валов, колец, втулок, корпусных деталей.
При шлифовании в патроне движение круговой подачи осуществляется за счет вращения заготовки со скоростью.

где V3 — скорость движения заготовки, м/мин; D3 — диаметр обрабатываемого отверстия, мм; п3 — частота вращения заготовки, мин-1. При внутреннем бесцентровом шлифовании круговая подача осуществляется за счет вращения заготовки со скоростью 
где V3 — скорость движения заготовки, м/мин; DB — диаметр ведущего круга, мм; пв — частота вращения ведущего круга, мин-1; р — коэффициент, учитывающий проскальзывание ведущего круга и заготовки. Заготовку устанавливают: на двух вращающихся роликах и неподвижной опоре. При внутреннем планетарном шлифовании заготовка неподвижна. Для осуществления движения круговой подачи шпинделю шлифовальной бабки придают дополнительное вращение вокруг оси обрабатываемого отверстия.
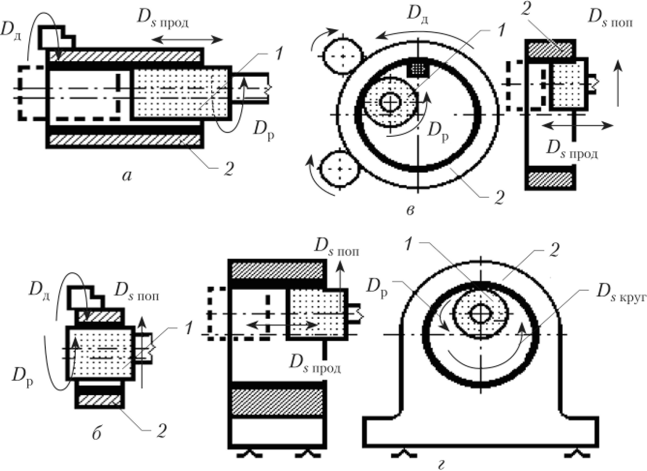
Рис. 5.21. Схемы круглого внутреннего шлифования:
а — в патроне, продольное; б — в патроне поперечное; в — бесцентровое; г — планетарное; 1 — шлифующий круг; 2 — заготовка Плоским шлифованием (рис. 5.22) обрабатывают наружные плоские поверхности заготовок.
Шлифование выполняется периферией или торцом круга. При шлифовании торцом круга колебания инструментального шпинделя меньше влияют на рельеф обработанной поверхности. Поэтому шлифование торцом обеспечивает большую точность и меньшую шероховатость обработанной поверхности. При плоском шлифовании главное движение придается режущему инструменту — шлифовальному кругу. Движения подачи придаются заготовке и кругу. Заготовку устанавливают на магнитный стол станка или в приспособлениях, устанавливаемых на магнитном столе.
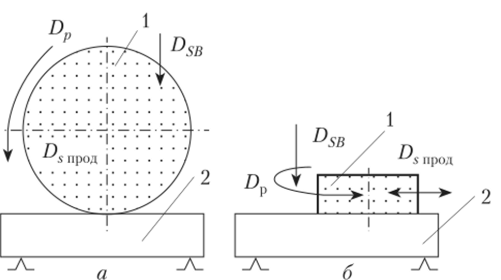
Рис. 5.22. Схемы плоского шлифования:
а — периферией круга; 6 — торцом круга;
1 — шлифующий круг; 2 — заготовка В условиях серийного производства широко используются универсальные круглошлифовальные, бесцентрово-шлифовальные и плоскошлифовальные станки.
Круглошлифовальный станок (рис. 5.23, а) состоит из станины У, передней 2, задней 5 и шлифовальной 4 бабок. На верхних направляющих станины установлен стол 6 с поворотным суппортом. Па задней части станины размещена шлифовальная бабка с абразивным кругом 5. Стол станка перемещается в продольном направлении штоком гидроцилиндра. Внутришлифовальный станок имеет аналогичную компоновку. Однако у него нет задней бабки, шлифовальная бабка выполнена консольной. Круги для внутришлифовальных работ имеют малый диаметр, поэтому механизм главного движения должен обеспечить высокие обороты шлифовального круга (до 10 000 мин-1). Производительность внутришлифовальных станков значительно ниже, так как консольное расположение шлифовальной бабки и консольное закрепление шлифовального круга не обеспечивают необходимой жесткости технологической системы СПИД. Вдобавок, требуется частая правка круга.
Бесцентрово-шлифовальный станок показан на рис. 5.23, 6. На станине 1 размещена шлифовальная бабка 4 с абразивным кругом 5. На верхних направляющих станины расположены поворотный суппорт 10 и бабка 9 ведущего круга. Каждый из кругов периодически правят с помощью механизмов для правки 7 и 8. Заготовку устанавливают между шлифующим и ведущим кругами на нож 11. Круги выбираются таким образом, чтобы трение между заготовкой и ведущим кругом было больше трения между заготовкой и шлифующим кругом. Если необходимо продольное перемещение заготовки, то ведущий круг поворачивают на угол 1…70 относительно оси заготовки.
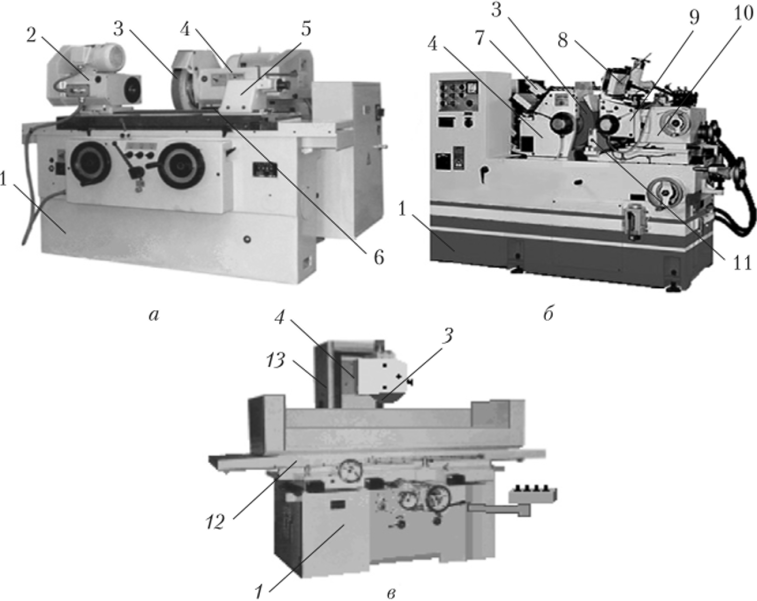
Рис. 5.23. Шлифовальные станки:
а — круглошлифовальный; б — бесцентрово-шлифовальный; в — плоскошлифовальный; 1 — станина; 2 — передняя бабка;
- 3 — абразивный круг; 4 — шлифовальная бабка; 5 — задняя бабка;
- 6, 12 — стол; 7, 8 — механизмы правки; 9 — бабка ведущего круга;
- 10 — поворотный суппорт; 11 — нож; 13 — колонна
Плоскошлифовальный станок показан на рис. 5.23, в. На поперечных направляющих станины 1 размещена вертикальная колонна 15. По вертикальным направляющим колонны перемещается шлифовальная бабка 4 с абразивным кругом 5. Круг частично закрыт защитным кожухом. По горизонтальным направляющим станины перемещается стол 14. Продольные движения стола осуществляются штоком гидроцилиндра. На направляющих стола могут устанавливаться: заготовка; машинные тиски, синусные тиски или магнитная плита. На магнитной плите могут устанавливаться: заготовка; синусные тиски или плита.
На рис. 5.24 приведены примеры эскизов наладок шлифования цилиндрических наружных, внутренних и торцевых поверхностей.
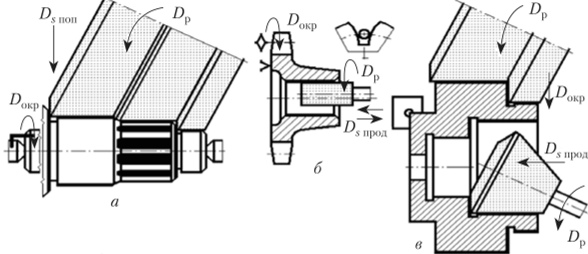
Рис. 5.24. Эскизы наладок:
а — одновременно шлифования нескольких наружных и торцевых поверхностей; 6 — чистового шлифования внутренней поверхности зубчатого колеса с базированием по делительному диаметру; в — одновременного наружных, внутренних и торцевых поверхностей.