Подготовка баз на заготовках валов
Такая технология обработки валов побудила разработать новую схему подготовки баз. В современных станках подготовка баз включает в себя обработку, как минимум, крайней шейки в тот размер, который необходим детали. Кроме того, иногда в одном из центровых отверстий необходима резьба. Она может использоваться для подвешивания детали в вертикальном положении в шахтной печи при термической обработке… Читать ещё >
Подготовка баз на заготовках валов (реферат, курсовая, диплом, контрольная)
Особенностью валов является наличие на их торцах центровых отверстий (гнезд), которые являются технологическими базами. Эти отверстия не используются при работе вала в узле, но необходимы в процессе изготовления и контроля. Вал, установленный в центрах, лишен пяти степеней свободы, остается возможность поворота вокруг оси (рис. 10.12).
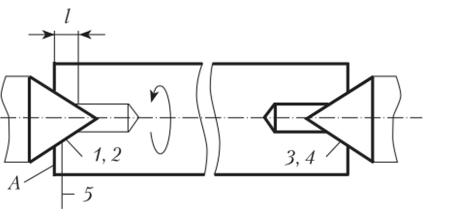
Рис. 10.12. Базирование вала в центрах.
В радиальном направлении такое базирование является четким, а в осевом — нет. Торец вала А может занимать различное положение вдоль оси в зависимости от глубины зацентровки /. Чтобы исключить вероятность возникновения погрешности базирования при дальнейшей обработке, за базовую точку 5 можно принять торец А, а передний центр либо сделать подпружиненным (плавающим) вдоль оси, либо вообще отказаться от базирования по переднему центровому отверстию. Таким образом, в базы для обработки валов наряду с центровыми отверстиями следует включить один из торцов.
Требования, предъявляемые к базам, перечислены на рис. 10.13.
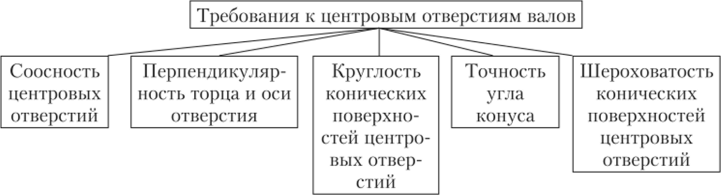
Рис. 10.12. Требования к коническим поверхностям центровых отверстий.
Технологический процесс изготовления ватов обычно начинается операцией подготовки технологических баз. В единичном и мелкосерийном производстве эту работу выполняют на токарных, а для крупных валов — на горизонтально-расточных станках. На токарных станках всегда, а на расточных — зачастую, эту работу приходится выполнять в два технологических установа. Возникают трудности достижения соосности центровых отверстий.
В серийном производстве широкое применение находят фрезерно-центровальные станки (рис. 10.14). Заготовка одновременно обрабатывается с обеих сторон. Тем самым достигается не только соосность центровых отверстий, но и параллельность торцов.

Рис. 10.14. Фрезерно-центровальные станки.
В своем первоначальном исполнении станки имели три позиции: одну загрузочно-разгрузочную и две рабочие (рис. 10.15). Во всех позициях заготовка вала 1 неподвижна, зажата в тисках с электромеханическим или гидравлическим приводом самоцентрирующих призматических губок 4.
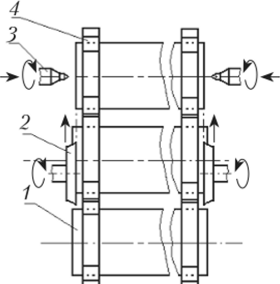
Рис. 10.15. Схема работы фрезерно-центровального станка.
Вращение придано режущим инструментам. В первой рабочей позиции торцовые фрезы 2 выполняют обработку торцов обоих концов заготовки. Во второй рабочей позиции производится центрование заготовки центровочными сверлами 3 также с двух сторон.
Описанная схема подготовки баз в течение длительного времени использовалась при обработке валов на токарных копировальных полуавтоматах. Вал обрабатывался в два технологических установа с переворотом заготовки с базированием в плавающих центрах с упором левым торцом. Следует отметить два существенных недостатка:
- 1) два установа не только снижают производительность обработки, но и затрудняют достижение высокой точности, так как при перевороте заготовки сменяется базирование по торцу;
- 2) жесткость технологической системы при обработке в центрах и =-^~
У
Ру 2
(рис. 10.16, а) значительно уступает жесткости системы j2 =-2—, в которой.
У
вал зажат кулачками патрона и поджат задним центром (рис. 10.16, б).
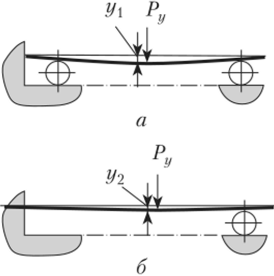
Рис. 10.16. Жесткость системы при различном закреплении заготовки.
Вал в центрах — это вал, свободно лежащий на опорах. Вал, зажатый с одного конца кулачками патрона, — это вал, защемленный в опоре.
Именно схему 6 используют при токарной обработке на станках с ЧПУ. Левый конец вала зажат кулачками патрона, противоположный конец поджат центром задней бабки.
Такая технология обработки валов побудила разработать новую схему подготовки баз. В современных станках подготовка баз включает в себя обработку, как минимум, крайней шейки в тот размер, который необходим детали. Кроме того, иногда в одном из центровых отверстий необходима резьба. Она может использоваться для подвешивания детали в вертикальном положении в шахтной печи при термической обработке или для выполнения монтажно-демонтажных работ.
Заготовка после подготовки баз на современном станке с ЧПУ показана на рис. 10.17. Здесь не только проточена крайняя шейка в требуемый диаметр dy нарезана резьба в центровом отверстии, но даже снята фаска на торце.
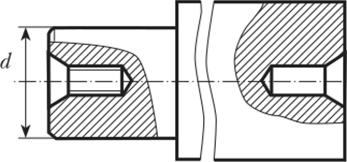
Рис. 10.17. Базы на заготовке вала.
В простейшем исполнении протачивание шейки без нарезки резьбы и фаски можно выполнить на представленном выше трехпозиционном фрезерно-центровальном станке (рис. 10.18).
Инструментом является вращающийся снаружи от заготовки резец 2, режущая часть которого обращена в сторону оси вращения. Державка 1 с вращающимся резцом и центровочным сверлом 3 при осевой подаче выполняет одновременно протачивание шейки и центрование. Некоторым недостатком такого способа подготовки баз является работа твердого сплавного резца и быстрорежущего сверла на одной частоте вращения, что не позволяет использовать оптимальные скорости резания для каждого инструмента.
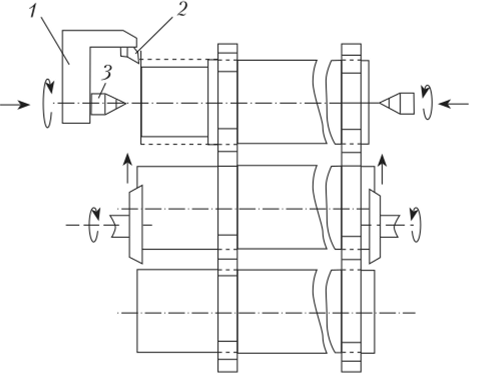
Рис. 10.18. Схема подготовки баз для обработки на станке с ЧПУ.
Наилучшие результаты достигаются на современных станках с ЧПУ для подготовки баз, оснащенных устройствами смены инструментов, позволяющих выполнить все необходимые работы.