Холодные трещины.
Металловедение сварки алюминиевых сплавов
Конструктивно-технологические приемы борьбы с образованием холодных трещин должны учитывать опасность сосредоточения высоких остаточных напряжений в зонах расположения швов. В принципе желательно высокие остаточные напряжения выносить в зону, которая не подвергается чрезмерным растягивающим нагрузкам. Большое значение имеют качество сборки и режимы сварки. Для снижения уровня напряжений следует… Читать ещё >
Холодные трещины. Металловедение сварки алюминиевых сплавов (реферат, курсовая, диплом, контрольная)
К холодным трещинам сварных соединений алюминиевых сплавов относят все виды хрупкого разрушения, возникающие в результате термического цикла сварки ниже солидуса без приложения внешних нагрузок. Данный термин условен. Известные на стали подсолидусные трещины относят к категории горячих. Здесь они не известны. Верхний предел образования рассматриваемых холодных трещин в швах находится вблизи 200 °C, т. е. намного выше комнатной температуры, а нижний — неограничен. Особую категорию холодных трещин составляет так называемое задержанное разрушение.
Холодные трещины обычного типа
Холодные трещины обычно наблюдаются при сварке деформируемых и литейных термически упрочняемых сплавов систем А1 — Си — Mg, А1 — Си — Mg — Si, Al — Zn — Mg и более сложных. Следует заметить, что в отличие от кристаллизационных образование холодных трещин очень трудно предотвратить путем дополнительного легирования. Полагают, что инициировать холодные трещины могут ранее возникшие кристаллизационные. Однако независимо от начальных причин они имеют не межкристаллитную, а транскристаллитную направленность. Обычно сплавы с большим содержанием легирующих примесей и мало склонные к образованию кристаллизационных трещин чаще подвержены холодным трещинам. Такого рода сплавы обладают малым запасом пластичности (около 1%) при температурах, когда суммарное влияние усадочных и сварочных напряжений становится значительным еще в процессе охлаждения сварного шва. В этом смысле представления, развиваемые Н. Н. Прохоровым, об исчерпании пластичности в случае образования трещин вообще (при малой технологической прочности) могут служить основой для разработки механизма появления именно данного вида дефектов с большей степенью достоверности, чем кристаллизационных.
Относительное удлинение у большинства алюминиевых сплавов вблизи и ниже солидуса достаточно велико, но заметно уменьшается при температуре ниже 225 °C. Поэтому появление холодных трещин при температуре выше 250 °C не зафиксировано. Действующие растягивающие напряжения при образовании холодных трещин намного выше, чем при образовании горячих. Они достигают предела текучести и составляют, например, для силумина, содержащего 12% Si, около 120 МПа. Дополнительное сжатие, происходящее в процессе охлаждения металла ниже солидуса, можно приближенно вычислить, исходя из значения солидуса и коэффициента линейного расширения (сжатия). Если для рассматриваемого случая принять температурный интервал от точки солидуса до комнатной температуры равным около 450 °C, а коэффициент линейного расширения примерно 25 • 10_6, то искомое значение дополнительного сжатия будет около 1%.
Поверхность излома холодной трещины имеет матовый оттенок, более темный по сравнению с горячей (относительно гладкой). Это связано с характером отражения света от шероховатой поверхности излома холодной трещины.
Несмотря на общую транскристаллитную направленность на многих участках, холодная трещина может проходить по границам зерен. Такой характер разрушения отмечен на сплаве, содержащем 6% Си и 6% Mg.
При сварке жестко закрепленных образцов из сплавов системы А1 — Си — Mg — Si в случае содержания 1% Si с ростом суммарной концентрации меди и магния от нуля до 1% длина (горячих) трещин возросла от 100 до 175 мм, затем она снизилась до 100 мм при 2% (Си + Mg) и опустилась до нуля при 6% (Си + Mg) (рис. 5.30). С дальнейшим увеличением содержания магния и меди горячие трещины не выявлялись, но зато появились холодные, протяженность которых при 8% (Си + Mg) увеличилась до 180 мм.
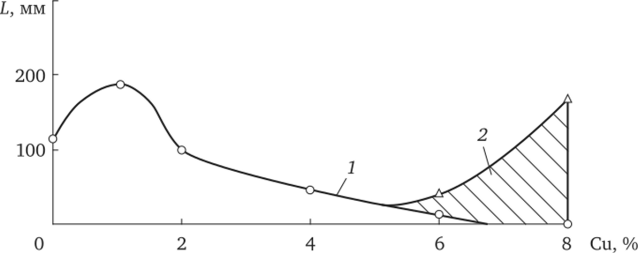
Рис. 5.30. Зависимость склонности к образованию трещин в системе AI — Си — Мд — Si при 1% Si и содержании Мд, равном содержанию Си,.
от содержания меди:
1 — образование трещин выше солидуса; 2 — образование трещин ниже солидуса; заштрихованная часть — область холодных трещин Зафиксировано два аномальных факта. Первый — трещины, наблюдаемые на жестко закрепленных образцах, не всегда совпадают с таковыми на литейных пробах. Так, из 116 сплавов систем А1 — Си — Mg и А1 — Си — Mg — Si, испытанных по литейной пробе, только в трех выявлены холодные трещины. В то же время из 23 сплавов, испытанных на жестко закрепленных образцах, в восьми наблюдались холодные трещины. Второй — холодные трещины обнаружены в образцах, у которых не только при комнатной, но и при более высоких температурах удлинение существенно выше 1%. По-видимому, это обстоятельство связано с концентрацией напряжений, которая создается в устьях кристаллизационных трещин. Замечено, что в сплавах с высоким удлинением, если у них не наблюдались горячие трещины, холодные трещины не возникали. В то же время если значительное количество трещин образовалось выше солидуса, то подсолидусных трещин могло не быть даже у наименее пластичных сплавов. В этом случае создающиеся в сварном соединении напряжения снимались с развитием горячих трещин.
Холодные трещины транскристаллитного характера обнаруживаются при сварке высоколегированных сплавов типа заэвтектического силумина. Из такого рода сплавов для тракторных двигателей изготавливают сварно-литые поршни с полостью масляного охлаждения. Такого же рода дефекты в ряде случаев выявляются не только при их изготовлении, но и при ремонте. Опасность появления дефектов при ремонте может оказаться более высокой, чем при отливке, так как здесь дополнительно возникают осенесимметричные напряжения. Их нет лишь при кольцевых наплавках точно так же, как и в симметричных отливках небольших размеров. Если для борьбы с горячими трещинами наиболее эффективным является воздействие на металлургический фактор, то в данном случае рациональнее влиять на силовой.
Конструктивно-технологические приемы борьбы с образованием холодных трещин должны учитывать опасность сосредоточения высоких остаточных напряжений в зонах расположения швов. В принципе желательно высокие остаточные напряжения выносить в зону, которая не подвергается чрезмерным растягивающим нагрузкам. Большое значение имеют качество сборки и режимы сварки. Для снижения уровня напряжений следует собирать детали с минимальным зазором и по возможности без прихваток. Полезен натяг, который в зоне стыка обеспечивает сжимающие напряжения. При выполнении двух близко расположенных концентричных швов рекомендуют сначала выполнить внутренний шов с полным охлаждением, а затем наружный, а не наоборот.
Для снижения уровня напряжений иногда используют предварительный или промежуточный отжиг. При этом снимаются остаточные внутренние напряжения. Температурный режим такого отжига зависит от марки сплава. Так, для сплава АЛ-25 температура отжига составляет 270—300 °С, продолжительность выдержки определяется габаритами и формой изделия.
В практике ремонта крупных деталей из литейных сплавов обычно применяют общий предварительный или сопутствующий подогрев. Он способствует снижению уровня и градиента напряжений в зоне соединения. Местный подогрев, как правило, неэффективен. В настоящее время вычислить заранее степень подогрева не удается, и она устанавливается опытом.