Влияние внешних электрических полей и высоких гидростатических давлений на характеристики галофосфатных люминофоров
Как видно из рис, спад светового потока ламп с обработанным люминофором через 1100 ч горения в среднем составляет 30 лм или 25,4%. Световой поток ламп с необработанным люминофором через 1100 ч уменьшается по сравнению с начальным на 40%. Наблюдается небольшое (2 + 3%) начальное снижение светового потока для люминесцентных ламп с обработанным люминофором, однако выигрыш от повышения стабильности… Читать ещё >
Влияние внешних электрических полей и высоких гидростатических давлений на характеристики галофосфатных люминофоров (реферат, курсовая, диплом, контрольная)
Внешнее постоянное электрическое поле влияет на подвижность точечных дефектов в галофосфате кальция, активированном сурьмой и марганцем. Движение отдельных вакансий и межузельных атомов вдоль направлений главной оси симметрии кристалла может приводить к образованию сложных дефектов. Располагаясь в непосредственной близости от активаторов марганца или сурьмы (в положении СаII в решётке апатита), эти дефекты существенно изменяют оптические свойства люминофора. Это прежде всего проявляется в образовании тех или иных каналов рассеяния возбуждающей ультрафиолетовой радиации, а также в формировании определённого типа электрического и электронного возбуждения между собственными и примесными дефектами. Такая частичная перестройка дефектной структуры в конечном итоге не может не сказаться и на эксплуатационных свойствах люминофора.
Нахождение способов снижения концентрации до радиационных дефектов или такая их перестройка, которая привела бы к уменьшению потерь возбуждающей радиации, — одно из направлений поисков улучшения эксплуатационных параметров люминофоров. Для реализации этих предположений в работе исследовались промышленные образцы галофосфатного люминофора, имеющие концентрацию ионов сурьмы и марганца, соответственно, 1,0 и 1,2 масс. %. Люминофор, нанесённый на стеклянную колбу, подвергался обработке в постоянных электрических полях на промышленной установке ВУП-2К. Напряжённость электрического поля изменялась в пределах от 102 до 103 В/см. Затем по стандартной технологии изготавливались лампы мощностью 4 Вт. На рис показано изменение светового потока ламп с образцами люминофоров, обработанных в электрических полях в течение одного и четырёх часов, а также исходного люминофора. Время выдержки люминофоров в электрических полях в интервале от одного до четырёх часов существенной роли не играет, а выдержка меньше одного часа и больше четырёх часов приводит к резкому уменьшению светового потока.
Как видно из рис, спад светового потока ламп с обработанным люминофором через 1100 ч горения в среднем составляет 30 лм или 25,4%. Световой поток ламп с необработанным люминофором через 1100 ч уменьшается по сравнению с начальным на 40%. Наблюдается небольшое (2 + 3%) начальное снижение светового потока для люминесцентных ламп с обработанным люминофором, однако выигрыш от повышения стабильности этого параметра значительно перекрывает начальное снижение. Для повышения эксплуатационной стабильности люминофоров, по мнению авторов работы можно использовать достаточно простой в технологическом отношении способ воздействия внешних постоянных электрических полей. Изменение в результате этого оптических свойств можно объяснить с помощью представления об особенностях дефектной структуры галофосфатных люминофоров. Это относится прежде всего к образованию из вакансий фтора и ионов кислорода сложных комплексов типа (ОfVfVf)+. Структурные дефекты могут превращаться в центры окраски при воздействии на люминофор коротковолновой компоненты ультрафиолетового излучения. Глубина ловушек, которые образуют дефекты в запрещённой зоне люминофора, будет неодинакова. Энергия активации центров (VF)°, (OF) — и (ОfVfVf)+ соответственно составляет 0,91; 0,36 и 0,30 эВ. Тогда можно предположить, что стабильность люминофоров, обработанных в электрических полях, когда создаётся высокая концентрация преимущественно дефектов типа (ОfVfVf)+, определяется относительно малой вероятностью заполнения мелких ловушек по сравнению с глубокими, что приводит к уменьшению потерь энергии возбуждения ультрафиолетовой радиации на создание центров окраски.
Рисунок 3.1. Изменение светового потока ламп в зависимости от времени обработки ГФК, активированного сурьмой и марганцем, во внешних электрических полях при испытании на продолжительность горения Особенности кристаллической решётки апатита (относительно лёгкое скольжение ионов галогенов вдоль осей симметрии шестого порядка) позволяют предположить, что изменение структурных конфигураций точечных дефектов и дислокаций возможно при достаточно небольших механических нагрузках. Одним из методов такого воздействия является метод высоких гидростатических давлений (ВГД). Он заключается во всестороннем гидростатическом обжатии до 106 ч 107 Па. При подобных воздействиях может происходить уменьшение количества пор и плотности дислокаций.
Воздействию высоких гидростатических давлений подвергались промышленные галофосфатные люминофоры типа ФЛ-580−3500−1, а также образцы их основы — фторхлорапатит с концентрацией марганца 0,1 масс. %. Обжатие с помощью ВГД осуществлялось на установке МП-20. Порошок люминофора помещался в герметически закрывавшуюся резиновую оболочку, наполненную жидкостью, Рабочий объём установки представлял собой металлическую трубку, заполненную смесью глицерина и этилового спирта. Такое наполнение позволяло достичь в рабочем объёме величины давления 106 Па. Образцы люминофора были подвергнуты давлению (2, 4, 6 и 10) -105 Па в течение 1 ч 2 мин. Показано, что увеличение давления до (7 ч 8) -105 Па приводит к уменьшению ширины рентгеновских линий в среднем на 16 — 30%. Полученный результат говорит о снижении плотности дислокаций, В галофосфатных люминофорах, относящихся к классу ионных кристаллов, линии дислокаций заряжены. Их количество и распределение по кристаллической решётке во многом определяет электронное состояние примесных дефектов-ионов марганца и сурьмы. Следовательно, структурная перестройка участков кристалла с дислокациями вызывает изменение оптических, магнитных и электрических свойств примесей. Спектры ЭПР обработанных методом высоких гидростатических давлений образцов галофосфатных люминофоров обнаруживают увеличение концентрации ионов Mn2+. Это говорит об освобождении ионов активатора марганца и, видимо, не парамагнитной сурьмы Sb3 из примесных дислокационных атмосфер под действием высоких гидростатических давлений.
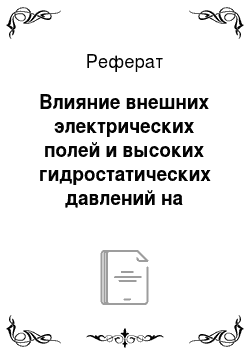
Рисунок 3.2. Изменение интенсивности излучения люминофора типа ФЛ-580−3500−1, предварительно обработанного высоким гидростатическим давлением, при испытании на продолжительность горения в разборной лампе: 1−2*105 Па, 2- 8*105 Па, 3 — 10*105 Па.
Предварительно обработанные давлением люминофоры наносились на стеклянную колбу, которая помещалась в разборную лампу. Источником ультрафиолетового излучения в ней служила бактерицидная лампа мощностью 8 Вт. В объёме разборной лампы создавался вакуум. На рис. 76 показано изменение интенсивности излучения люминофоров, обработанных разным давлением, в процессе горения лампы. С увеличением давления возрастает первоначальная интенсивность излучения. Максимальное повышение интенсивности излучения — 4−5-5%. Величина спада интенсивности излучения от времени горения ламп уменьшается на 5 10%. Кроме того, с увеличением времени обработки ВГД с 5 до 45 мин стабильность свечения повышается.
Таким образом, возникающая вследствие воздействия внешних электрических полей и высоких гидростатических давлений перестройка дефектной структуры галофосфатного люминофора влечёт за собой изменение его оптических и эксплуатационных свойств. Следует отметить, что эти экспериментальные данные не дают сразу ответ на вопрос о радикальных способах изменения структуры люминофоров с целью повышения их эксплуатационных параметров. В этих работах намечены пути и направления оптимальных решений поставленных задач по улучшению качества галофосфатных люминофоров.