Исследование процесса получения водорода в газогенераторе АВГ-45
В конечном счете проблема устойчивости режимов генерирования водорода сводится к устойчивости движения частиц сплава в циркулирующем потоке. Строгая и завершенная постановка задачи об устойчивости движения и два метода ее решения впервые даны А. М. Ляпуновым. Понятие устойчивости сводится к следующему: «Система называется устойчивой, если после наложения какого-либо возмущения она возвращается… Читать ещё >
Исследование процесса получения водорода в газогенераторе АВГ-45 (реферат, курсовая, диплом, контрольная)
Цель данного исследования — усовершенствование традиционного процесса генерирования водорода путем изменения состава сплавов.
Установка с газогенератором АВГ-45 аналогична приведенной на рисунке 1.1 за исключением систем приготовления и подачи щелочи и пульпы. На рисунке 5.2 представлен разрез газогенератора АВГ-45 в сборе.
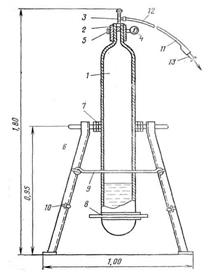
Рисунок 5.2. Баллонный газогенератор АВГ-45: 1 — реактор, 2 — головка, 3 — вентиль, 4 — манометр, 5 — клапан предохранительный, 6 — штатив, 7 — обойма верхняя с полуосями, 8 — обойма нижняя с рукоятками, 9 — крюк сборочный большой, 10 — крюк сборочный малый, 11 — шланг дюритовый, 12 — наконечник шланга с накидной гайкой, 13 — патрубок шланга.
Перед проведением опытов порошок сплава и гранулированную щелочь засыпают вручную, затем заливают требуемое количество воды.
Отдельными опытами установлено, что растворение 0,8 кг гранулированного едкого натра повышает температуру 6 л воды с 10 °C до 40 °C. Подъем температуры примерно до 70 °C происходит за счет добавления незначительного количества порошка алюминия. Затем начинается основная реакция взаимодействия кремния со щелочью.
После завершения процесса реактор охлаждают. По давлению и объему свободной части баллона определяют количество образовавшегося водорода. Сброс газа в атмосферу производят через конденсатор, сепаратор и расходомер ГСБ-400. Объем сливаемой пульпы измеряют мерной емкостью.
Для наблюдения за процессом аппарат снабжен контрольно-измерительными приборами, характеристики которых даны в таблице А.1.
Поскольку среда в реакторе агрессивна, термопары размещены в трубках из нержавеющей стали (dнар = 8•10−3м). Трубки введены в газогенератор через головку специальной конструкции на высоту 0,02 м и 1,17 м от дна баллона. Одновременно фиксируют температуру наружной стенки баллона.
Инерционность термопар, заделанных в металлические трубки, проверяли так же как и в разделе 4. Опыты показали, что при погружении в сосуд с кипящей водой через 5 с прибор фиксирует 86 °C, через 10 с — 93 °C, через 20 с — 95 °C, через 80 с устанавливается 97 °C (рис. А.2).
При погружении в сосуд с маслом, нагретом до 180 °C, динамика роста температур следующая: через 20 с — 120 °C, через 60 с — 160 °C, через 120 с — 165 °C и по истечению 180 с устанавливается температура 175 °C.
Давление, развиваемое в ходе реакции, определяется манометром тип МТ ГОСТ 2405–72 № III-79, в контрольных опытах использован образцовый манометр модель МО 11 202 № 4838 ГОСТ 6521–72 — см. таблицу А.1.
Применялись сплавы ФС 75 Ба1, ФС 75 Ба4, ФСА-15, ФСА 30, ФСА 30 Мн1. В первом опыте со сплавом ФСА 30 Мн1 для разогрева реактора загружено 30•10−3 кг сплава на основе алюминия А-98КаМг d = (0,1 — 0,5)•10−3 м. В результате чего в первые секунды реакции произошло бурное вскипание воды. В связи с этим в последующих опытах добавка сплава А-98КаМг снижена до 20•10−3 кг. Загрузка реагентов стандартная [112].
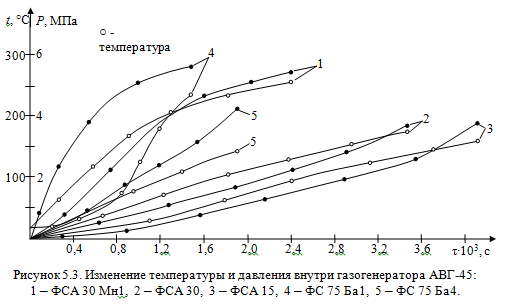
Результаты опытов со сплавами ФСА и сплавами с добавками бария представлены в таблице 5.2 и на рисунке 5.3. Дисперсный состав сплавов: ФС 75 Ба1, ФС 75 Ба4 — (0,3 — 1,2)•10−3м, ФСА 30 и ФСА 30 Мн1 — (0,1 — 0,5)•10−3м, ФСА 15 — (0,63 — 1,5)•10−3м.
Таблица 5.2.
Результаты испытаний газогенератора АВГ-45 на сплавах ферросилиция с добавками бария ФС 75 Ба1 и ФС 75 Ба4 и сплавах ФСА 15, ФСА 30 и ФСА 30 Мн1.
№. | Тип сплава, кг. | Концент; рация. NaOH,. %. | Максимальная температура в зоне реакции,. °С. | Давление в. реакторе, МПа. | Общее время реакции, мин. | Количество выделившегося водорода, м3. | |
ФСА 30 Мн11). | 13,3. | 5,4. | 40 (3). | 1,31. | |||
ФСА 30. | 13,3. | 3,75. | 58 (16). | 1,03. | |||
ФСА 15. | 13,3. | 3,76. | 69 (31). | 0,97. | |||
ФС 75 Ба1. | 5,62. | 25 (12). | 1,64. | ||||
ФС 75 Ба4. | 13,3. | 4,31. | 32 (12). | 1,14. | |||
1) — для разогрева реактора добавлено 30 грамм сплава А-98КаМг.
Установлено, что объем водорода, выделившийся в результате взаимодействия с водой сплава ФСА 30, незначительно отличается от объема полученного в подобной реакции с ФС 75. При производстве водорода в зимний период требуется добавление порошка алюминия для разогрева реактора.
Наибольшая производительность реактора наблюдается при работе во время взаимодействия сплава ФС 75 Ба1 с водой. Температура в этом случае близка к указанной в инструкции [17]. Во время взаимодействия сплава ФСА 30 Мн1 с 13,3% раствором едкого натра полнота реакции равна б = 80%, что в два раза превышает кинетические опытные данные — см. табл. 3.5. Максимальные температуры отмечены в опытах с ФС 75 Ба1 и ФСА 30 Мн1 — см. табл. 5.2.
В летний период (в операторной 19 — 25 °С) при использовании сплава ФС 75 Ба1 наружная стенка нижней части баллона разогревается до 160 — 180 °C, для ФСА 30 Мн1 до 180 — 200 °C.
В зимний период (в операторной 0 — 7 °С) температура изменяется следующим образом. Для реакции со сплавом ФС 75 Ба1 максимальная температура наружной стенки нижней части баллона составила от 140 — 160 °C, для ФСА 30 Мн1 — 170 — 190 °C.
Температура газа во время реакции в верхней части газогенератора колеблется в пределах от 90 до 105 °C, после охлаждения реактора — не более 50 °C.
Судя из графика 5.3 рост температуры реагирующей смеси, как правило, опережает рост давления. Таким образом, в начальный период происходит частичное вскипание воды.
Высокие температуры, зафиксированные автором работы [36] в начале процесса, связаны, по-видимому, с касанием спая термопары поверхности реагирующих частиц. Тепло, выделяемое во время реакции, идет на прогрев продуктов взаимодействия, избытка воды и металла нижней части реактора. Расчетная температура, определяемая для опытов с ФС 75 Ба1 из теплового баланса, соответствует экспериментально найденной (240 єC в зимний период и 270 єС в летний). В холодное время воду, подаваемую на реакцию, разогревают до 50 — 60 °C, так как при заливке холодной воды (tH2О = 10 — 15 °С) реакция не развивается. Установлено, что продукты взаимодействия сплава ФСА 15 невозможно выгрузить из реактора. По-видимому, данное обстоятельство частично связано со снижением температуры процесса. Продукты реакций сплавов ФС 75 Ба1 и ФС 75 Ба4 свободно удаляются из АВГ-45. Как известно, материальный баланс аппарата связывает скорость образования водорода в реакционном объеме с производительностью реактора. Математическая интерпретация баланса соответствует уравнениям (3.3), (3.4). Подставив уравнение (3.4) в выражение скорости выделения водорода из зависимости (1.31) получаем.
L = ?V/(fуд ?ф ?м). (5.1).
Расчетные значения коэффициента L для кинетического реактора и газогенератора АВГ-45 представлены в таблицах 3.6, 3.7, 5.3 и на рисунке 5.4.
Таблица 5.3.
Термодинамические и кинетические данные реакций взаимодействия сплавов с водным раствором едкого натра (АВГ-45).
№ опыта. | Тип сплава. | Удельная энергия Гиббса, — ?G, кДж/кг. | Максимальная скорость выделения водорода. | Коэффициент. — L•108,. м3/(м2•с•кДж). | ||
W•103, м3/(кг•с). | W•105, м3/(м2•с). | |||||
ФСА 30 Мн1. | 13 344,8. | 8,81. | 16,3. | 1,222. | ||
ФСА 30. | 13 202,4. | 1,87. | 4,2. | 0,325. | ||
ФСА 15. | 14 012,7. | 1,59. | 7,02. | 0,501. | ||
ФС 75 Ба1. | 10 147,2. | 8,97. | 18,6. | 1,84. | ||
ФС 75 Ба4. | 10 141,04. | 3,4. | 6,48. | 0,639. | ||
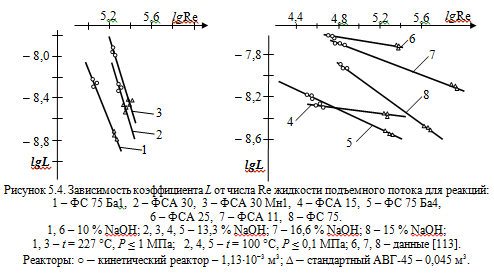
С повышением температуры коэффициент пропорциональности L между максимальной скоростью выделения водорода и удельным значением энергии Гиббса возрастает для сплава ФСА 30 Мн1 приблизительно в четыре раза, для ФС 75 Ба4 — в 1,7 раза, для ФС 75 Ба1 — в 2,4 раза, тогда как для ФСА 15 этот коэффициент изменяется слабо, а для ФСА 30 несколько снижается — см. табл. 3.7, 5.3. Отмеченная закономерность свидетельствует о разном характере отслоения образующегося гидроксидного слоя. С ростом размеров аппаратов следует ожидать усиления неравномерности циркуляции потоков, что должно отразиться на интенсивности газовыделения. В данном случае следует представить коэффициент L уравнения (1.31) в виде зависимости от критерия Re жидкости подъемного потока.
L = k Ren, (5.2).
где k — коэффициент пропорциональности; n — постоянная, характеризующая гидродинамический режим потока.
Значения критерия Re определяют по методу, разработанному для испарителей. Зависимости коэффициента L от числа Рейнольдса для кинетического реактора и баллонного газогенератора АВГ-45 представлены на рисунке 5.4. Характеристики реакторов приведены в таблице 5.4.
По данным ИПМаш получены зависимости для следующих сплавов [4, 113]:
ФСА 11 с 16,6%-м NaOH.
L* = 1,5 • 10−5 Re-0,55; (5.3).
ФСА 25 с 10%-м NaOH.
L* = 0,153 • 10−6 Re-0,17; (5.4).
ФС 75 с 15%-м NaOH.
L* = 4 • 10−6 Re-0,48. (5.5).
Автором установлены зависимости для сплавов [112]:
ФС 75 Ба1 с 13,3%-м NaOH.
L* = 0,39 • 10−7 Re-0,38; (5.6).
ФСА 30 с 13,3%-м NaOH.
L* = 0,4 • 10−6 Re-0,28; (5.7).
ФСА 30 Мн1 с 13,3%-м NaOH.
L* = 0,416 • 10−6 Re-0,305. (5.8).
Уравнения (5.3) — (5.4) рассчитаны для условий t = 100 °C (373 К), P? 0,1 МПа и справедливы в интервале 4•104 < Re < 8•105; (5.5) — при t = 227 °C (500 К), P? 1 МПа и для чисел Рейнольдса 3•105 < Re < 2•105; (5.6), (5.8) — при t = 250 °C (523 К), P? 1 МПа и для чисел Рейнольдса 12•104 < Re < 17•104; (5.7) — при t = 177 °C (450 К), P? 1 МПа и для чисел Рейнольдса 17•104 < Re < 19•104.
Подтвержден факт снижения коэффициента L с ростом размеров аппарата для каждого типа реакции. Неравномерность циркуляции потоков усиливается с ростом плотности частиц сплавов. За счет пульсации давления сохраняют производительность реактора. Увеличение давления в реакторе сопровождается повышением температуры смеси. Во время резкого снижения давления жидкость вскипает, что вызывает интенсивное перемешивание фаз.
Термодинамические и кинетические данные реакций взаимодействия сплавов с водой и водным раствором едкого натра, проведенные в кинетическом реакторе, приведены в таблице 3.7.
Таблица 5.4.
Характеристики баллонных водородных реакторов [114].
Объем,. V•103, м3. | Диаметр,. d, м. | Длина,. l, м. | Масса,. m, кг. | Рабочее давление, Р, МПа. | Высота уровня жидкости, h, м. | |
|
|
|
|
|
| |
Таким образом, существует определенный предел величины химической энергии преобразуемой в кинетическую энергию циркулирующего потока, ниже которого не может соблюдаться пропорциональность между движущей силой процесса и скоростью выделения водорода.
В конечном счете проблема устойчивости режимов генерирования водорода сводится к устойчивости движения частиц сплава в циркулирующем потоке. Строгая и завершенная постановка задачи об устойчивости движения и два метода ее решения впервые даны А. М. Ляпуновым. Понятие устойчивости сводится к следующему: «Система называется устойчивой, если после наложения какого-либо возмущения она возвращается в прежнее состояние при снятии этого возмущения» [115, 116]. Работы Ляпунова стали основой исследования устойчивости технических систем, в том числе химических реакторов [117 — 120].
На данном этапе исследования формулы (5.3) — (5.8) позволяют определить размеры реактора в первом приближении.
Для расчета аппарата во втором приближении найдены зависимости по теплообмену. Результаты исследования теплообмена представлены в таблице 5.5 и на рисунке 5.5.
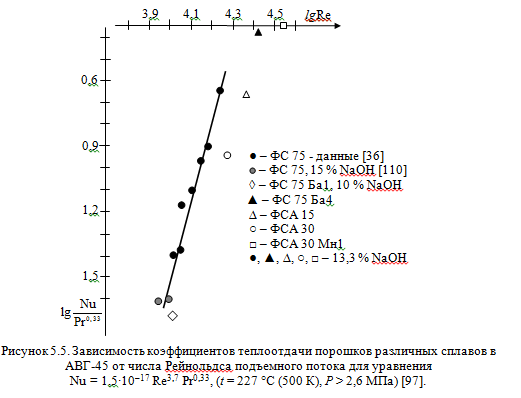
Для сплава ФС 75 теплообмен подчиняется зависимости [121].
Nu = 1,5•10−17 Re3,7 Pr0,33. (3.9).
Зависимость (5.9) рассчитана на полупериод реакции (бr = 0,5) и справедлива в интервале 7•103 < Re <2•104, (t = 227 °C (500 К), P> 2,6 МПа).
Значительное влияние критерия Рейнольдса указывает на то, что с ростом температуры происходит интенсивное отслоение оксидного слоя.
В качестве определяющего размера в критериях принят средний диаметр частицы сплава в момент прохождения полупериода реакции. Число Рейнольдса рассчитывалось так же, как в случае взаимодействия сплава ФС 90 Ба4 с водным раствором NaOH — см. раздел 4.2.1.
Таблица 5.5.
Опытные и расчетные данные по теплоотдаче от частиц сплавов к раствору едкого натра в газогенераторе АВГ-45.
№№ опыта. | Тип сплава. | Температура среды в газогенераторе, tф,°С. | Температура на реакционной поверхности, частиц tнас,°С. | Среднелогарифмическая разность температур, ?tср,°С. | Давление в газогенераторе, Рф, МПа. | Давление на реакционной поверхности, Рнас, МПа. | Время полуреакции, ф, с (бr = 0,5). | Скорость выделения водорода, Wф•105, м3/(м2•с). | Усредненный диаметр частицы сплава, dф•103, м. | Диаметр подъемного потока, dп. п•103, м. | Скорость жидкости, нпр, м/с. | Критерий Рейнольдса. | Критерий Прандтля. | Критерий Нуссельта. | Коэффициент теплоотдачи, б, Вт/(м2•К). | Примечание. | |
Re. | Pr. | Nu. | Соотношение загружаемых компонентов, кг. (сплав:NaOH:Al:H2O). | ||||||||||||||
ФС 75 Ба1. | 9,8. | 5,625. | 8,125. | 21,3. | 0,852. | 17,05. | 0,09. | 0,62. | 0,0172. | 14,1. | 1,25:0,8:0,02:6,0. | ||||||
ФС 75 Ба4. | 8,3. | 1,88. | 2,61. | 5,98. | 0,833. | 18,8. | 0,03. | 1,19. | 0,4085. | ||||||||
ФСА 15. | 8,6. | 3,75. | 7,13. | 5,23. | 1,61. | 14,8. | 0,23. | 1,09. | 0,2164. | 90,94. | |||||||
ФСА 30. | 5,2. | 3,7. | 6,9. | 3,46. | 1,21. | 13,6. | 0,25. | 1,01. | 0,1099. | 61,56. | |||||||
ФСА 30 Мн1. | 6,4. | 5,416. | 10,07. | 17,27. | 0,92. | 15,7. | 0,26. | 0,5. | 0,8721. | 611,11. | |||||||
На рисунке 5.5 приведены значения критерия Нуссельта для сплавов ферросилиция с добавками бария ФС 75 Ба1, ФС 75 Ба4 и ферросиликоалюминия ФСА 15, ФСА 30, ФСА 30 Мн1. Конкретные математические зависимости по интенсивности теплообмена могут быть рекомендованы по мере дальнейшего накопления статистических и опытных данных.
В данном случае в аппарате гетерогенные реакции подвергаются воздействию давления водорода, образуемого во время реакции. С этой целью в третьем приближении значения коэффициента L в уравнениях (5.6) — (5.8) необходимо уточнить по формуле (5.10), так как величина энергии Гиббса зависит от давления. Отрицательные значения? G° свидетельствуют о высокой вероятности реакций [41].
?G = ?G0 + RTln (P2/P1), (5.10).
где ?G0 — Энергия Гиббса в стандартном состоянии, кДж/кг;
R — газовая постоянная, Дж/(кг· К);
Т — температура, К;
P2, P1 — конечное и начальное давление в аппарате, атм.
Таблица 5.6.
Термодинамические данные реакций взаимодействия сплавов с водой и водным раствором едкого натра с учетом влияния давления, рассчитанные на полупериод реакции ф0,5 (АВГ-45).
Тип сплава. | Температура среды в газогенераторе,. tф,°С. | Энергия Гиббса в стандартном состоянии. — ?G0, кДж/кг. | Удельная энергия Гиббса. — ?G, кДж/кг. | |
ФС 75 Ба1. | 5896,1. | 5865,8. | ||
ФС 75 Ба4. | 7202,9. | |||
ФСА 15. | 9516,8. | 9488,1. | ||
ФСА 30. | 8747,3. | 8718,6. | ||
ФСА 30 Мн1. | 7535,5. | 7495,5. | ||