Сборочные приспособления.
Технология машиностроения: сборка и монтаж
Специальные приспособления могут применяться для выполнения отдельных сборочных операций: предварительного сжатия и установки пружин, для запрессовки деталей сложной конфигурации для установки уплотнительных колец и т. п. Такие приспособлешгя могут снабжаться силовым приводом: ручным (рычажным, винтовым, эксцентриковым), пневматическим (наиболее часто), реже гидравлическим (для больших усилий… Читать ещё >
Сборочные приспособления. Технология машиностроения: сборка и монтаж (реферат, курсовая, диплом, контрольная)
Сборочные приспособления являются эффективным средством механизации ручной сборки и необходимыми дополнительными устройствами автоматизированного сборочного оборудования.
Приспособления, используемые при сборке, по степени специализации подразделяют на универсальные и специальные; по типу привода — на механические, пневматические, гидравлические и др.
Универсальные приспособления применяют в единичном и мелкосерийном производстве. К ним относятся следующие приспособления.
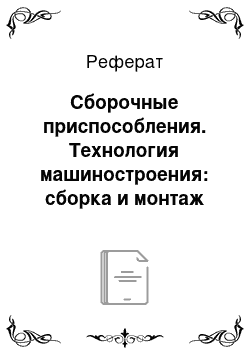
- 1. Плиты и сборочные балки, которые служат для установки, выверки и закрепления собираемых машин и их узлов; изготавливаются из чугуна; на установочной поверхности имеют Т-образные пазы (рис. 7.2).
- 2. Призмы и угольники служат для установки и закрепления узлов или базовых деталей. Их установочные поверхности точно обрабатывают; на них выдач-
Рис. 7.2. Сборо‘дгые плиты няют сквозные продолговатые окна для
крепежных болтов.
- 3. Струбцины используют для временного скрепления деталей и узлов собираемых машин (например, при сварке).
- 4. Домкраты служат для выверки и поддержки громоздких и тяжелых деталей и узлов.
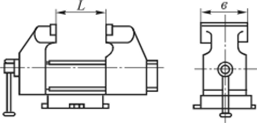
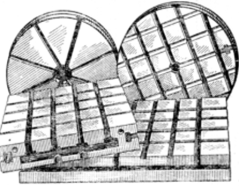
Рис. 7.3. Тиски слесарные
5. Слесарные тиски с ручным приводом (ГОСТ 4045−75Е) с шириной губок 63, 80, 100,…200 мм изготовляют трех типов: 1) тиски общего назначения (рис. 7.3); 2) тиски с поворотной губкой для фасонных деталей; 3) таски с дополшггелыгыми губками для труб.
Специальные приспособления применяют в крупносерийном и массовом производстве дтя выполнения определенных операций. Различают два типа таких приспособлений.
Тип 1: приспособления для неподвижной установки и закрепления базовых деталей и узлов собираемого изделия. Приспособления этого типа должны обеспечивать устойчивое положение детали (узла) в процессе сборки. То1 л того базирования при этом не требуется. Усилие зажима должно быть достаточным, чтобы удерживать деталь (с.е.) при воздействии на нее сборочного оборудования (момент вращения гайковерта). Часто приспособления этого типа делают поворотными как в горизошальной, так и в вертикальной плоскости для обеспечения доступа к собираемому изделию с разных сторон.
Приспособления данного шла могут быть стационарными (установленными на верстаках, столах, фундаментах), рис. 7.4, и подвижными (перемещаемыми по рольгангу иди по конвейеру).
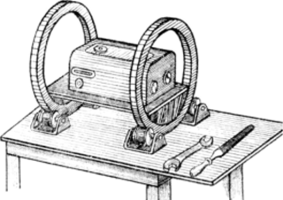
Рис. 7.4. Стационарное поворотное сборочное приспособление.
Тип 2: приспособления для точной и быстрот! взаимной установки соединяемых деталей или частей изделия.
Эт приспособления освобождают сборщиков от трудоемкой ориентации и выверки соединяемых деталей, ускоряют процесс сборки. Такие приспособления имеют не только зажимные, но и направляющие (базирующие) элементы. Зги приспособлешгя применяют при посадках с натягом, развальцовке, клепке, сварке, пайке и других операциях.
Специальные приспособления могут применяться для выполнения отдельных сборочных операций: предварительного сжатия и установки пружин, для запрессовки деталей сложной конфигурации для установки уплотнительных колец и т. п. Такие приспособлешгя могут снабжаться силовым приводом: ручным (рычажным, винтовым, эксцентриковым), пневматическим (наиболее часто), реже гидравлическим (для больших усилий) или элскгромсхаштчсским (при большом ходе).
На рис. 7.5 показано такое приспособлешге для надевагшя поршневых колец на поршень. Кольца 4 закладывают замками вшгз между подвижными полукольцами 6. Конусную оправку 3 рычагом 1 вводят в кольца и разжимают их до размера, необходимого для свободного ввелашя поршня. Нажимая на педаль (не показана па рисунке), рабочий через шаршгрную систему 2 и ползун 7 сжимает полукольца и кольца, удержшзая послсдшгс в разведешюм состояшш после отвода оправки 3 алево. После установки поршня 5 педаль освобождается и кольца садятся в свои канавки.
Элементы сскуючных приспоеоблений. Специальные сборочные приспособления состоят из корпуса и смонтированных на его основе установо"гных элементов и зажимных устройств. Установочные элементы обеспечивают требуемое положение деталей и частей изделия без выверки. Они должны иметь достаточную поверхность, чтобы избежать смятия контактирующих опорных поверхностей изделия. Часто с этой целью установочные элементы облицовываются твердой резиной или пластмассой.
![Приспособление для надевания конец на поршень [ 13].](/img/s/8/51/1369751_4.png)
Рис. 7.5. Приспособление для надевания конец на поршень [ 13].
Зажимные элементы обеспечивают фиксацию и устойчивость усганоалснных элементов изделия, предохраняют их от смещения под действием сил сборочного оборудования. Для предохранения от деформирования поверхностей зажимаемых деталей торцы зажимных элементов снабжают мягкими вставками (накладками).
В качестве зажимных элементов могут использоваться прямые и Г-образные прихваты. В качестве привода используются пневмои гндроцилиидры. Иногда используют вакуумные прихваты, пружинные зажимы (последние не препятствуют тентовому расширению деталей, например, при сварке).
Главным элементом приспособления является корпус. Па нем располагаются все детали и устройства приспособления. Корпус должен обладать необходимой прочностью, жесткостью, износоустойшшостыо. По форме и размерам он должен приближаться к размерам устанавливаемых изделий, иметь по возможности меньшую массу, быть технологичным в изгогоалении, а также удобным в работе.
Корпуса бывают цельными и сборными. Сложные по конфигурации цельные корпуса получают лигы^т, а сравшпельно простые — ковкой или резкой проката. Материалом для mix служат чугуны СЧ12, СЧ15, сталь 3, алюминиевые сплавы.
Сборные корпуса получают сваркой или сборкой из стандартных и нестандартных элементов, получаемых прокаткой. Они технологичны и дешевы, но ИМС10Т ПОШ1ЖСШ1>Ю жесткость.
Достаточная жесткость при умеренной массе приспособления достигается умелым использование"! ребер жесткости, окон, полостей. Последние могут быть использованы для размещения пневмопривода или гидропривода зажимных устройств приспособления.