Размерные связи, возникающие в процессе настройки станка
Это объясняется известным положением теории вероятностей о том, что распределение суммы большого числа случайных величин (при малом и примерно одинаковом влиянии каждой из них на общую сумму) подчиняется закону Гаусса. В этом случае со = 6а. Определите погрешность настройки токарного станка для растачивания отверстия диаметром 30‘°'i:t мм методом пробных заготовок, если их размеры составляют… Читать ещё >
Размерные связи, возникающие в процессе настройки станка (реферат, курсовая, диплом, контрольная)
Задачей настройки станков является необходимость такого расположения будущего поля рассеивания размеров партии заготовок при обработке внутри поля допуска, чтобы оставить наиболее возможную его часть (величину b) для компенсации погрешностей, порождаемых систематически действующими факторами, например износом режущего инструмента (рис. 8.5).
Часть допуска а предназначается, в частности, для компенсации возможного уменьшения размеров заготовки от температурных деформаций технологической системы. Часто принимают а = 0. В этом случае настроечный размер статистической настройки (d «):

где d — настроечный размер динамической настройки; Дd — величина упругих отжатий инструмента; а — среднее квадратическое отклонение размеров обрабатываемых заготовок; Ди — погрешность настройки.
Величины Ad, ст и Ди определяются по результатам обработки пробных заготовок.
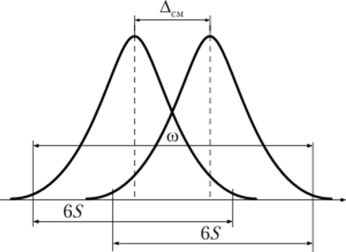
Погрешность настройки Дн — это разность между наибольшими и наименьшими настроечными размерами инструмента. При настройке станков методом пробных заготовок.

где Дсм = ц ., Gyfn — ожидаемый интервал смещения центров группирования размеров при обработке (здесь t{ а/2 — квантиль Стыодента, соответствующий принятой доверительной вероятности Р = 1 — а (приложение 1)); Д — погрешность регулирования положения инструмента при настройке; Дизм — погрешность измерения; п — размер партии пробных заготовок.
При настройке станков по эталону.

где ДИ.)ГЭ — погрешность изготовления эталонов.
Чаще всего распределение размеров обработанных заготовок подчиняется закону Гаусса (рис. 8.6).
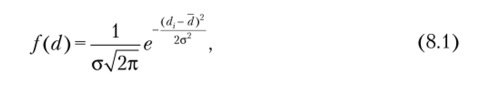
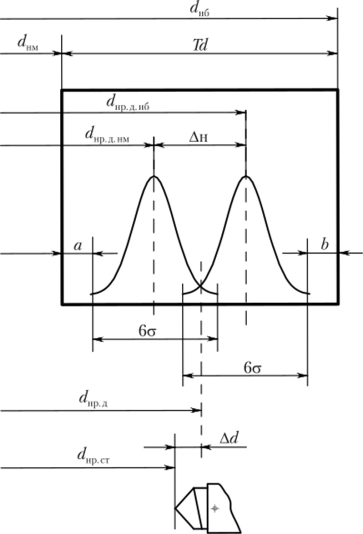
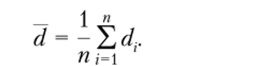
Рис. 8.5. Схема размерных евязей, возникающих в процессе настройки станка методом пробных заготовок где d — средний размер обработанных заготовок.
Это объясняется известным положением теории вероятностей о том, что распределение суммы большого числа случайных величин (при малом и примерно одинаковом влиянии каждой из них на общую сумму) подчиняется закону Гаусса. В этом случае со = 6а.

Распределение таких величин, как эксцентриситет, биение, разностенность, непараллельность, неперпендикулярность, овальность, конусность и т. п., характеризующихся их абсолютными значениями, подчиняется закону Релея где R — случайная величина рассматриваемых отклонений; аА, — ее среднее квадратическое отклонение.
Фактическое поле рассеивания переменной R — соА, = 5,252аА, а среднее значение R = 1,92аА>.

Зная параметры распределения, можно установить надежность обработки заготовок без брака где Т — допуск на обработку заготовки.
При |/ < 1,2 процесс обработки считается надежным. При у < 1,0 можно рассчитать количество вероятного брака заготовок (рис. 8.7).
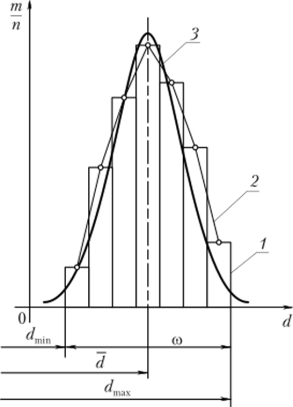
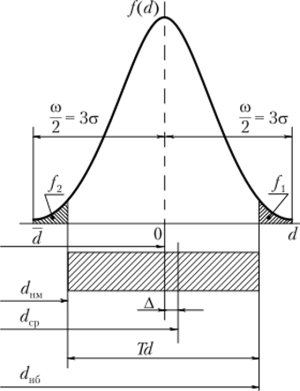
Рис. 8.6. Распределение размеров Рис. 8.7. Определение вероятностного обработанных заготовок: брака при механической обработке.
1 — гистограмма; 2 — полигон; 3 — кривая распределения; m — число заготовок, находящихся в рассматриваемых интервалах; со — поле рассеивания размеров Вся площадь под кривой распределения равна 1 (или 100%). Площадь/, соответствует доле исправимого брака (при обработке наружных поверхностей) и доле неисправимого брака (при обработке внутренних поверхностей). Площадь /2 соответствует доле неисправимого брака (при обработке наружных поверхностей) и доле исправимого брака (при обработке внутренних поверхностей). Для определения площадей/, и/, используют функцию Лапласа.
где t= (d — d)/a (приложение 4). Площади/, и/2 соответственно равны.

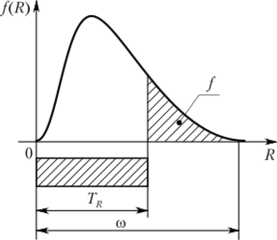
Рис. 8.8. Определение вероятно- —ного брака при распределении размерных параметров R по закону Релея Доля вероятностного брака при распределении размерных параметров R по закону Релея равно заштрихованной площади (рис. 8.8). Площадь под кривой распределения находят из выражения.
где z = 0,655 Д/стА".
Значение интеграла Ф (г) табулировано (приложение 5). Тогда заштрихованная на рис. 8.8 площадь равна.

где zR = 0,655 TR/aR.
Пример 8.3.
Определите погрешность настройки токарного станка для растачивания отверстия диаметром 30‘°'i:t мм методом пробных заготовок, если их размеры составляют: 30,02; 30,06; 30,08; 30,05; 30,06; 30,04; 30,03; 30,02; 30,06; 30,04. Погрешность настройки определяют по уравнению:

Здесь Дсм — интервал смещения центров группирования размеров при обработке.

В уравнении для Дсм: f(1 a/2yj — критерий Стыодепта, соответствующий доверительной вероятности р = 1 — а;/ — число степеней свободы дисперсии, v2, рассчитанной по результатам измерения 10 пробных заготовок.
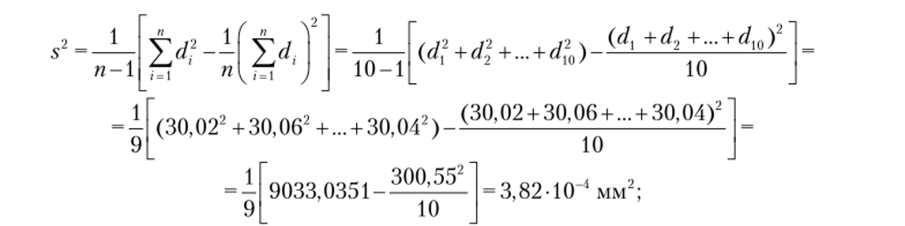
5 = fs* = 0,02 мм — среднее квадратическое отклонение; А|Х>Г — погрешность регулирования положения инструмента при настройке токарного станка по лимбу с ценой деления 0,02 мм равна 10—15 мкм [12]; Днзм — погрешность измерения пробных деталей может составлять 20—30% от допуска на изготовление детали [12], т. е. Д113 М = 0,20 0,13 = 0,026 мм.
Пример 8.4.
Определите размеры динамической и статистической настройки токарного станка (для растачивания отверстий диаметром 30~<�ш (см. пример 8.3)), если величина упругих отжатий инструмента Ad составляет 20 мкм.
Размер динамической настройки составляет: 
а размер статистической настройки: 
Пример 8.5.
Определите, возможна ли обработка без брака валов диаметром 04О_о 16, если по результатам обработки 15 пробных заготовок величина среднего квадратического отклонения составляет s = 0,02 мм, а распределение размеров валов подчиняется закону Гаусса.
Рис. 8.9. Схема возможного рассеяния со при обработке

Величина возможного смещения Дсм центров группирования размеров валов при обработке (рис. 8.9) составит Интервал рассеяния размеров при обработке равен.

Поскольку Т(1 = 0,16 мм > со = 0,131 мм, обработка без брака возможна (при условии, что размер динамической настройки станка совпадает с серединой поля допуска).
Пример 8.6.
Определите возможное число бракованных изделий валов в партии из 400 шт. (см. пример 8.4), если размер динамической настройки с/|ф Д смещен к верхней границе ноля допуска на величину, А = 0,03 мм.
Задача сводится к определению заштрихованной на рис. 8.10 области/, соответствующей вероятности р появления брака при механической обработке заготовок валов. Величина /определяется с помощью функции Лапласа:
Определите число бракованных валов по эксцентриситету R между двумя его шейками, Td (dx и d2) — возможные центры если допуск на эксцентриситет Тк составляет группирования размеров, 0,04 мм, а среднее квадратическое отклонение при механической обработке эксцентриситета равно = 0,012 мм.
Распределение таких отклонений величин, как эксцентриситет, подчиняется закону Рслся, для которого фактическое поле рассеяния со составляет.

Поскольку Тк< со обработка без брака невозможна.
При 
и в соответствии с интегральной функцией закона Релея Ф (?) = 0,9071. Таким образом, количество годных валов составит 90,71%, а количество бракованных — 9,29%.