Технологический процесс изготовления отливок

Газопроницаемость — одно из важнейших свойств формовочных смесей, заключающееся в способности благодаря некоторой пористости пропускать сквозь себя газы и водяные пары, образующиеся при взаимодействии расплавленного металла с формовочной смесью и в результате снижения растворимости газов в металле при его охлаждении в форме. При плохой газопроницаемости стенок формы в отливке может возникнуть… Читать ещё >
Технологический процесс изготовления отливок (реферат, курсовая, диплом, контрольная)
Технологический процесс изготовления отливки строится на основе многофакторного анализа следующих факторов: способ литья, литейный сплав и его характеристики, технологичность детали, габариты, масса, сложность конфигурации, серийность, наличие литейного оборудования, специальные требования и т. д. В итоге технологический процесс для литья в песчано-глинистые формы можно представить на основе схемы (рис. 15.8).
Разработка технологического процесса завершается составлением конструкторско-технологической документации, которая передается непосредственно в производство — литейный цех.
Формовочные смеси
Свойства, правильный выбор состава формовочных смесей, соблюдение технологии изготовления из них элементов литейной оснастки напрямую влияют на качество отливки. Известно, что около половины брака отливок связано с низким качеством формовоч;
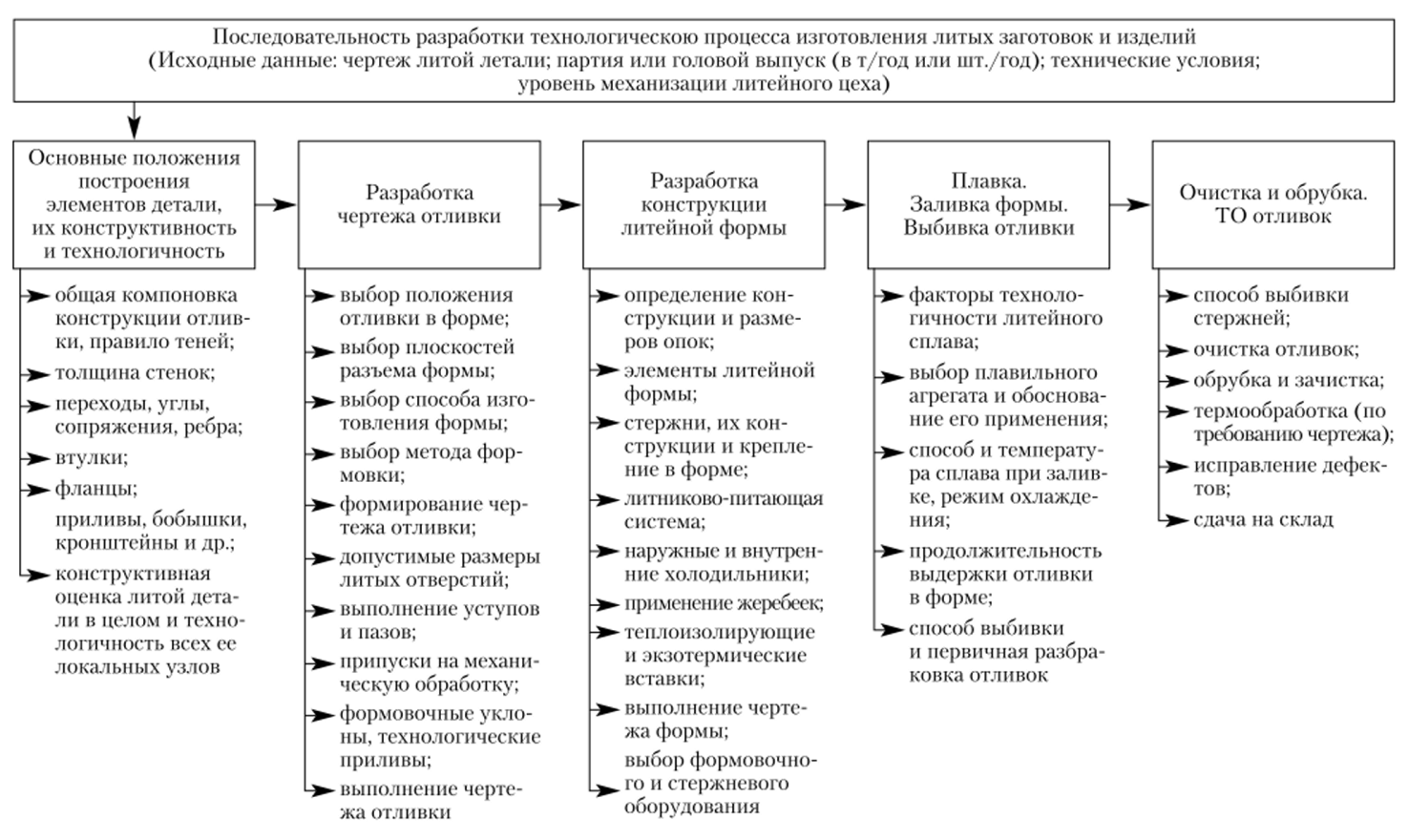
Рис. 15.8. Схема построения технологического процесса изготовления отливки пых смесей. Формовочные смеси бывают как природные, так и искусственные. Первые создаются на природных, вторые — на искусственных материалах. Объем применения формовочных смесей довольно велик, так как имеется значительное количество методов литья в одноразовые формы, изготовляемые как раз из формовочных смесей.
Существуют требования, которым должны удовлетворять высококачественные формовочные смеси. Основные из них следующие.
Прочность — способность не разрушаться при изготовлении формы в процессе заливки в нее металла, струя которого может разрушить форму, в процессе перемещения готовой формы по рольгангу и т. п.
Податливость — способность смеси деформироваться без разрушения при усадке отливки. В противном случае могут образовываться значительные усадочные напряжения и, как итог, возникнут разрушения в отливке. Гармоничное сочетание прочности и податливости — свойство хорошего качества формовочной смеси.
Пластичность — отсутствие заметной упругой деформации при удалении модели из полости формы, г. е. способность сохранять отпечаток модели в ее размерах.
Непригараемость — способность формовочной смеси выдерживать температуру металла при заливке его в форму, не плавиться и не сплавляться с поверхностью отливки, образуя на ней твердую, трудно обрабатываемую корку. В отдельных случаях на поверхность формы наносят специальную антипригарную смесь (например, на основе графита).
Газопроницаемость — одно из важнейших свойств формовочных смесей, заключающееся в способности благодаря некоторой пористости пропускать сквозь себя газы и водяные пары, образующиеся при взаимодействии расплавленного металла с формовочной смесью и в результате снижения растворимости газов в металле при его охлаждении в форме. При плохой газопроницаемости стенок формы в отливке может возникнуть пористость. Газопроницаемость может снизиться из-за избытка в формовочной смеси влаги, повышенной ее плотности при нарушении оптимальных параметров формовки (слишком уплотненная смесь).
Теплофизические свойства — теплопроводность, удельная теплоемкость. Их величина оказывает значительное влияние на скорость охлаждения металла в форме, а значит, на его структуру, механические и другие свойства.
Гигроскопичность — способность поглощать влагу после сушки формы. При высокой гигроскопичности свойства формы, в частности газопроницаемость, могут с течением времени ухудшиться.
При изготовлении форм используются часто стержни, обеспечивающие полости, отверстия в отливках и т. п. Они испытывают дополнительное воздействие (кроме термического — еще и механическое) при заполнении расплавленным металлом формы. Поэтому стержневые смеси должны отвечать более высоким требованиям по прочности, газопроницаемости. Это достигается применением более качественного песка, снижением в смеси количества глинистых веществ, дополнительных связующих, в том числе самотвердеющих, более тщательной сушкой стержней.
С целью улучшения условий для автоматизации и механизации литейного производства используют специальные формовочные смеси, цикл изготовления форм из которых существенно удастся сократить и одновременно улучшить качество форм, а значит и отливок.
К таким формовочным смесям относят самотвердеющие смеси и смеси горячего отверждения.
Холодные самотвердеющие смеси могут содержать до 92% песка, 5% глины, 3% молотого угля, 5,5% жидкого стекла при влажности смеси 3,5%.
Модель из формы можно удалять сразу же после формовки, а через 4—6 ч — заливать металлом.
Самотвердеющие смеси могут быть жидкими, их заливают в опоки или стержневые ящики. Таким образом, сокращаются трудоемкость и время изготовления форм или стержней. Основным наполнителем и в данном случае является кварцевый песок (95—97%), связующим — жидкое стекло, феррохромовый шлак. Смесь приготовляют в смесителях, в них феррохромовый шлак загружают в последнюю очередь, так как при наличии его в смеси она начинает интенсивно отверждаться. Модели вынимают из формы через 35—40 мин.
Смеси горячего отверждения отверждаются за 1—2 мин при нагреве смеси до 250—280°С, что исключает процесс сушки форм. Эти смеси следует применять в массовом производстве, тем более что необходимо использовать стержневые ящики из металла и вставлять в них нагреватели. Состав смесей горячего отверждения — тот же кварцевый песок, а связующие — карбамидно-фурановые и другие смолы с добавками необходимых катализаторов.