Центробежное литье.
Охрана труда и охрана окружающей среды в литейных технологиях
Отливки с внутренней поверхностью сложной конфигурации получают с использованием стержней (рис. 2.7, а) в формах с вертикальной осью вращения. В машиностроении так отливают венцы зубчатых колес. Расплав из ковша через заливочное отверстие и стояк 1 поступает в центральную полость 2 формы, выполненную стержнями 3 и 4, а затем через щелевые питатели в рабочую полость формы. Мелкие фасонные отливки… Читать ещё >
Центробежное литье. Охрана труда и охрана окружающей среды в литейных технологиях (реферат, курсовая, диплом, контрольная)
При центробежном литье заполнение формы расплавом, формирование и кристаллизация металла отливки происходят при вращении формы вокруг горизонтальной, вертикальной или наклонной оси [1.11]. При этом на затвердевающую отливку действует центробежная сила. Центробежное литье осуществляется на специальных центробежных машинах и столах.
Обычно используют два способа, в которых расплав заливается в форму с горизонтальной или вертикальной осью вращения. По первому способу получают следующие отливки — тела вращения малой и большой протяженности, которые используют в машиностроительном литье. По второму способу получают тела вращения малой протяженности и фасонные отливки. Второй способ используют при изготовлении художественных отливок.
Схема получения отливок по второму способу показана на рис. 2.7.
Отливки с внутренней поверхностью сложной конфигурации получают с использованием стержней (рис. 2.7, а) в формах с вертикальной осью вращения. В машиностроении так отливают венцы зубчатых колес. Расплав из ковша через заливочное отверстие и стояк 1 поступает в центральную полость 2 формы, выполненную стержнями 3 и 4, а затем через щелевые питатели в рабочую полость формы. Мелкие фасонные отливки, а также художественные отливки изготавливают по варианту, в котором применяют, например, песчаную форму (рис. 2.7, б). В этом случае части формы 2 и 2 устанавливают и закрепляют на центробежном столе. При необходимости используют стержни 4. Рабочие полости 3 должны располагаться симметрично относительно оси вращения для обеспечения балансировки формы.
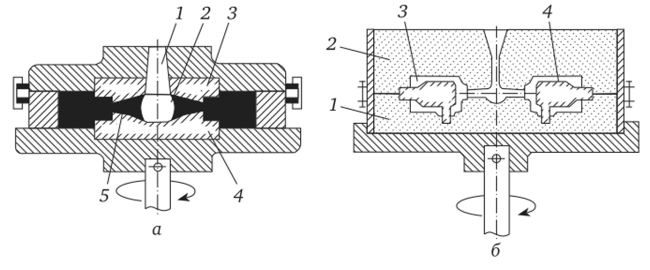
Рис. 2.7. Схема получения фасонных отливок:
а — получение венца шестерен: 1 — стояк; 2 — центральная полость формы;
- 3 и 4 — стержни; 5 — прибыль; б — получение мелких фасонных отливок:
- 1 — нижняя полуформа; 2 — верхняя полуформа; 3 — рабочая полость формы;
- 4 — стержень
Расплав заливают через центральный стояк, из которого он по радиальным каналам попадает в полости формы. При центробежном литье можно использовать практически любые формы: песчаные, металлические, оболочковые и объемные керамические, а также комбинированные формы.