Контроль процесса с помощью приемочной контрольной карты
Контрольная карта имеет вид: PPLв = Твz p1* у0 PPLв = 203- 1,8* 0,9 =201,38. APLн = Тн+z p0* у0 APLн = 197+2,58*0,9=199,322. Принимаем б = в = 0,05 => zб=zв=1,65. AСLв = 200,678 + * (201,38 — 200,678)=201,029. P0= 0,5% — процесс принимается. AСLy= APLв — * (APLн — PPLн). AСLв = APLв + * (PPLв — APLв). Z p1= 1,80, при = 0,93. Принимаем n = 13. Z p0= 2,58 при = 0,99. Таблица 2. 4.1. Xср. N=?13. X13. Читать ещё >
Контроль процесса с помощью приемочной контрольной карты (реферат, курсовая, диплом, контрольная)
Приемочные контрольные карты предназначены для оценки влияния особых причин на внутривыборочную статистику и приемку технологического процесса как управляемого по заданной вероятности брака в каждой отдельной партии.
Приемочная контрольная карта по количественному признаку — зависимость среднего арифметического от номера партии или времени взятия выборки.
Рассчитать параметры приемочной контрольной карты для технологического процесса изготовления сока с определенной массой (пределы 200±3г) у0=0,9.
p0= 0,5% - процесс принимается.
p1= 3,5% - процесс бракуется Расчет:
z p0= 2,58 при = 0,99.
z p1= 1,80, при = 0,93.
APLв = Твz p0* у0 APLв = 203- 2,58* 0,9=200,678.
APLн = Тн+z p0* у0 APLн = 197+2,58*0,9=199,322.
PPLв = Твz p1* у0 PPLв = 203- 1,8* 0,9 =201,38.
PPLн = Тн +z p1* у0 PPLн = 197+1,8* 0,9 =198,62.
Поскольку б и в не заданы, то принимаем б = в = 5%.

AСLв = APLв + * (PPLв — APLв).

AСLy= APLв — * (APLн — PPLн).
AСLв = 200,678 + * (201,38 — 200,678)=201,029.
AСLн= 199,322 — * (199,322 — 198,62)=198,964.
Принимаем б = в = 0,05 => zб=zв=1,65.

n=?13.
Принимаем n = 13.
Таблица 2. 4.1.
N. | X1. | X2. | X3. | X4. | X5. | X6. | X7. |
199,944. | 201,472. | 199,826. | 200,889. | 198,575. | 197,933. | 199,035. | |
201,219. | 198,587. | 198,861. | 200,824. | 200,061. | 199,140. | 201,542. | |
198,369. | 200,066. | 201,510. | 200,627. | 200,700. | 198,447. | 200,270. | |
201,583. | 199,577. | 200,890. | 199,382. | 199,292. | 201,905. | 202,293. |
N. | X8. | X9. | X10. | X11. | X12. | X13. | Xср |
199,111. | 199,796. | 200,512. | 198,707. | 200,880. | 200,597. | 199,791. | |
200,099. | 199,888. | 202,324. | 200,365. | 199,070. | 199,815. | 200,138. | |
199,131. | 200,017. | 200,654. | 200,436. | 200,121. | 201,018. | 200,105. | |
201,733. | 198,848. | 198,719. | 199,441. | 200,595. | 200,283. | 200,349. |
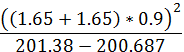
Контрольная карта имеет вид:
Рис. 2.4.1 Контрольная карта среднего арифметического
Вывод: на контрольной карте отсутствуют выбросы как за AРL, так и за ACL. Следовательно, все 4 партии принимаются как годные, и процесс считается статистически управляемым.